Secondary mold opening device for micro-pore injection-molding-foaming and in-mold-decoration composite molding and technology
A technology of in-mold decoration and injection molding foaming, applied in the direction of coating, etc., can solve the problems of limiting product output and extrusion flow rate, not suitable for industrial production, complicated process, etc., to improve nucleation efficiency, improve Cell nucleation issues, effect of reduced process steps
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
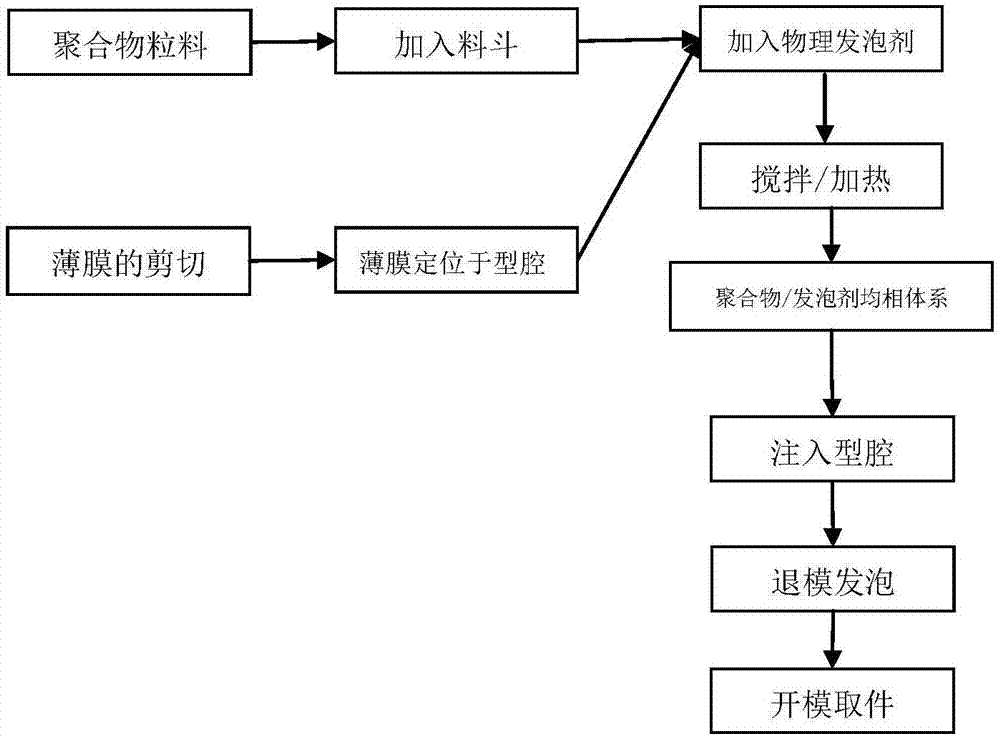
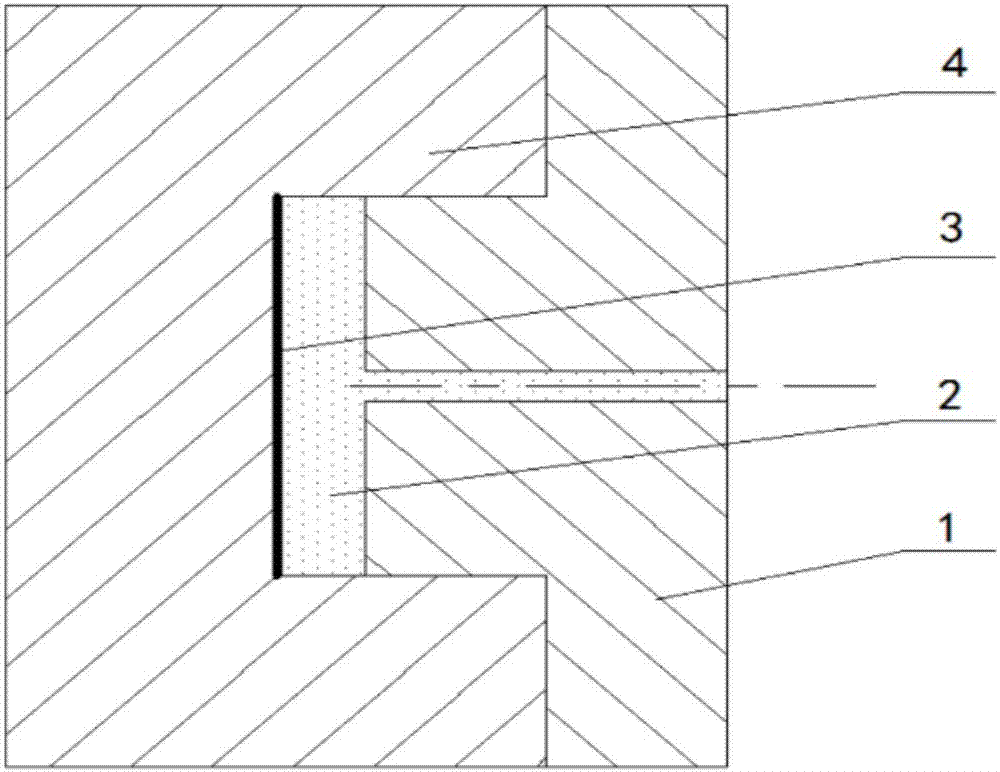
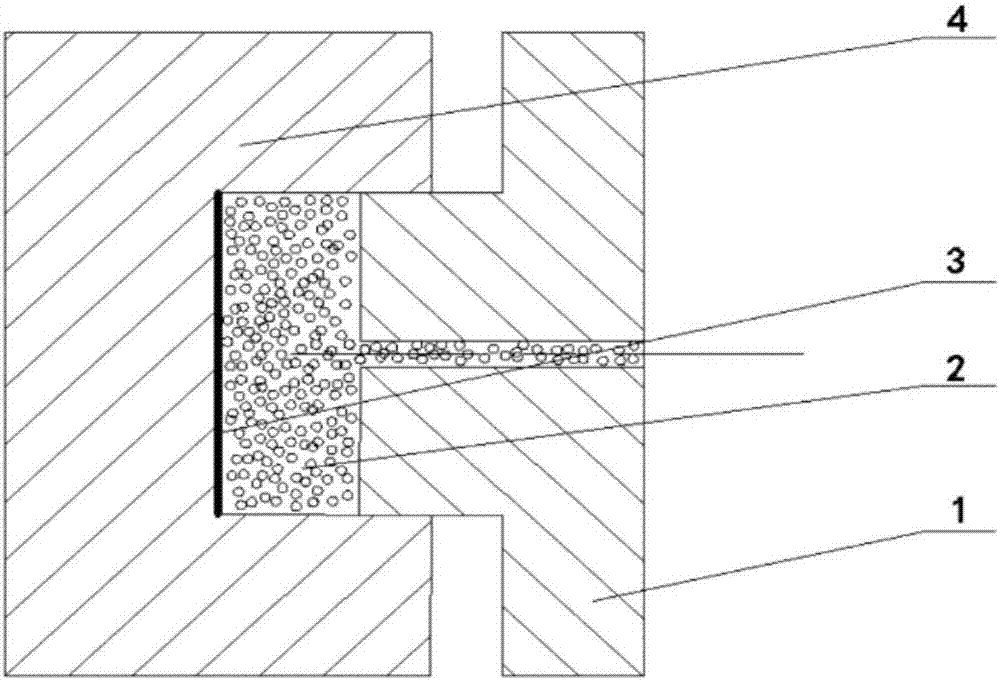
[0034] The dimensions of the part to be made: 40mm in length, 30mm in width, and 20mm in thickness. The foaming device used refers to figure 2 The secondary mold opening device shown includes a film for in-mold decoration, a cavity for injection molding, and a concave mold. The concave mold can move backward at a rate of 10mm / s, and the film used is a 0.3mm polyurethane film , and fit tightly to the inner wall of the die. like figure 1 As shown, its manufacturing process includes the following steps:
[0035] S1) Film sticking and mold closing: cut the film into the same shape as the outer surface of the part, and stick it on the inner wall of the die, and then close the mold. The size of the mold cavity after mold closing is 40mm long, 30mm wide, and 30mm thick. 15mm;
[0036] S2) Form a homogeneous system: add polypropylene pellets to the hopper of the injection molding machine, then heat and plasticize, and inject supercritical carbon dioxide gas as a foaming agent at ...
Embodiment 2
[0041] The part to be made is a disc with a diameter of 30mm and a thickness of 10mm. The manufacturing process includes the following steps:
[0042] S1) Cut the polyurethane film into the same shape as the outer surface of the part, and stick it on the inner wall of the die, and then close the mold. The size of the mold cavity after the mold closing is 30mm in diameter and 5mm in thickness;
[0043] S2) Add polyethylene pellets to the hopper of the injection molding machine, then heat and plasticize, and inject supercritical nitrogen as a foaming agent at the same time, and form a homogeneous mixture of supercritical nitrogen and polyethylene melt under the stirring and shearing action of the screw. phase system;
[0044]S3) injecting the homogeneous system of supercritical fluid nitrogen and polyethylene through the mold gate into the mold cavity, and after the filling is completed, continue to inject the polymer melt to keep the pressure;
[0045] S4) After the filling an...
Embodiment 3
[0048] The part to be made is a disc with a diameter of 30 mm and a thickness of 10 mm. Its manufacturing process includes the following steps:
[0049] S1) Cut the polyethylene terephthalate film into the same shape as the outer surface of the part, and stick it on the inner wall of the die, and then close the mold. The size of the cavity after mold closing is 30mm in diameter and 30mm in thickness. 5mm;
[0050] S2) Add polypropylene pellets to the hopper of the injection molding machine, heat and plasticize, inject supercritical nitrogen as a foaming agent at the same time, and form a homogeneous mixture of supercritical nitrogen and polypropylene melt under the stirring and shearing action of the screw. phase system;
[0051] S3) injecting the homogeneous system of supercritical fluid nitrogen and polypropylene through the mold gate into the mold cavity, and after filling is completed, continue to inject the polymer melt to maintain pressure;
[0052] S4) After the fill...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Size | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com