Low alloy extremely-thick steel plate produced through two-blank composition and having excellent interior quality, low-temperature impact toughness and lamination crackresistant property
A low-temperature impact toughness, anti-lamellar tearing technology, applied in the field of steel plate manufacturing, can solve the problems that cannot fully meet the needs of industry development, the flaw detection performance of steel plates is not involved, and the production cycle is long, and achieves good anti-lamellar tearing performance. , to ensure the core flaw detection performance, the effect of excellent low temperature impact toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
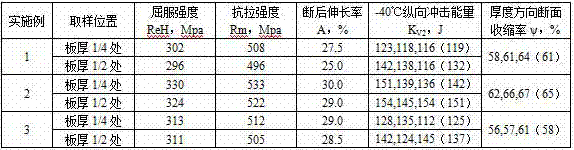
Embodiment 1
[0034] The thickness of the steel plate in this embodiment is 400mm, and its chemical composition is calculated by weight percentage: C: 0.12%, Si: 0.25%, Mn: 1.50%, P: 0.005%, S: 0.0005%, Al: 0.030%, Nb: 0.032%, V: 032%, Ti: 0.012%, Ni: 0.25%, Cu: 0.03%, H: 0.00010%, O: 0.0008%, N: 0.0030%, Pb: 0.0011%, Sn: 0.0022%, As: 0.0030%, Sb: 0.0012%, Bi: 0.003%, and the balance is Fe and unavoidable impurity elements.
[0035] The manufacturing process of the steel plate is as follows:
[0036] Production process: steelmaking→continuous casting→base billet compounding→composite billet heating→compound billet rolling→steel plate slow cooling→steel plate flaw detection→steel plate normalizing→finishing→inspection→storage.
[0037] The specific operation of the main process is as follows:
[0038] Base billet steelmaking and continuous casting processes mainly reduce S, P, H, O and N elements in steel through KR molten iron pretreatment, slag removal treatment after converter smelting, R...
Embodiment 2
[0046] The thickness of the steel plate in this embodiment is 200mm, and its chemical composition is calculated by weight percentage: C: 0.12%, Si: 0.26%, Mn: 1.52%, P: 0.004%, S: 0.0006%, Al: 0.032%, Nb: 0.038%, V: 035%, Ti: 0.014%, Ni: 0.22%, Cu: 0.06%, H: 0.00007%, O: 0.0006%, N: 0.0038%, Pb: 0.0003%, Sn: 0.0025%, As: 0.0052%, Sb: 0.0025%, Bi: 0.0012%, the balance is Fe and unavoidable impurity elements.
[0047] The manufacturing process of the steel plate is as follows:
[0048] Production process: steelmaking→continuous casting→base billet compounding→composite billet heating→compound billet rolling→steel plate slow cooling→steel plate flaw detection→steel plate normalizing→finishing→inspection→storage.
[0049] The specific operation of the main process is as follows:
[0050] Base billet steelmaking and continuous casting processes mainly reduce S, P, H, O and N elements in steel through KR molten iron pretreatment, slag removal treatment after converter smelting, RH...
Embodiment 3
[0058] The thickness of the steel plate in this embodiment is 320mm, and its chemical composition is calculated by weight percentage: C: 0.12%, Si: 0.25%, Mn: 1.55%, P: 0.005%, S: 0.0006%, Al: 0.033%, Nb: 0.032%, V: 036%, Ti: 0.015%, Ni: 0.27%, Cu: 0.05%, H: 0.00005%, O: 0.0008%, N: 0.0035%, Pb: 0.0002%, Sn: 0.0022%, As: 0.0035%, Sb: 0.0020%, Bi: 0.0010%, the balance is Fe and unavoidable impurity elements.
[0059] The manufacturing process of the steel plate is as follows:
[0060] Production process: steelmaking→continuous casting→base billet compounding→composite billet heating→compound billet rolling→steel plate slow cooling→steel plate flaw detection→steel plate normalizing→finishing→inspection→storage.
[0061] The specific operation of the main process is as follows:
[0062] Base billet steelmaking and continuous casting processes mainly reduce S, P, H, O and N elements in steel through KR molten iron pretreatment, slag removal treatment after converter smelting, RH...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com