

CSP-procedure-based 600 MPa-grade hot-rolled TRIP steel and fabrication method
A manufacturing method and process technology, applied to 600MPa hot-rolled TRIP steel and the manufacturing field, can solve the problems of deteriorating TRIP steel structure and performance, insufficient, insufficient ferrite and paralyzed content, etc., and achieve good strong-plastic matching, The effect of reducing performance deviation and reducing the probability of occurrence of residue
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0055] The present invention will be further described in detail below in conjunction with the examples to facilitate a clearer understanding of the present invention, but they do not limit the present invention.
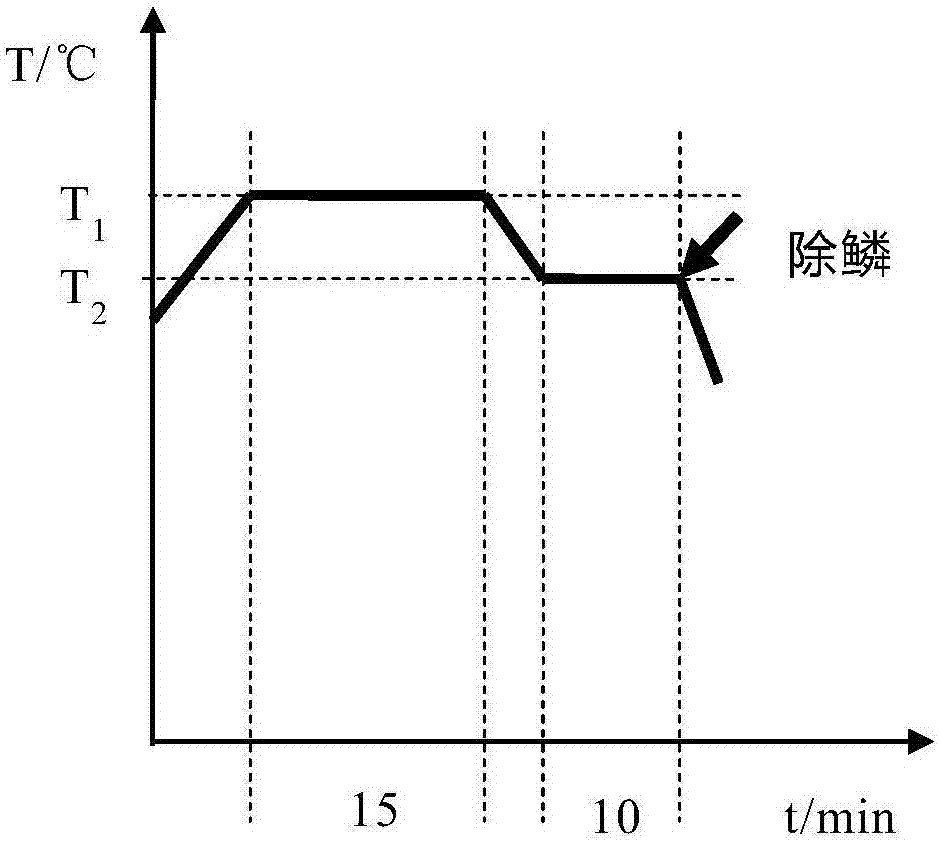
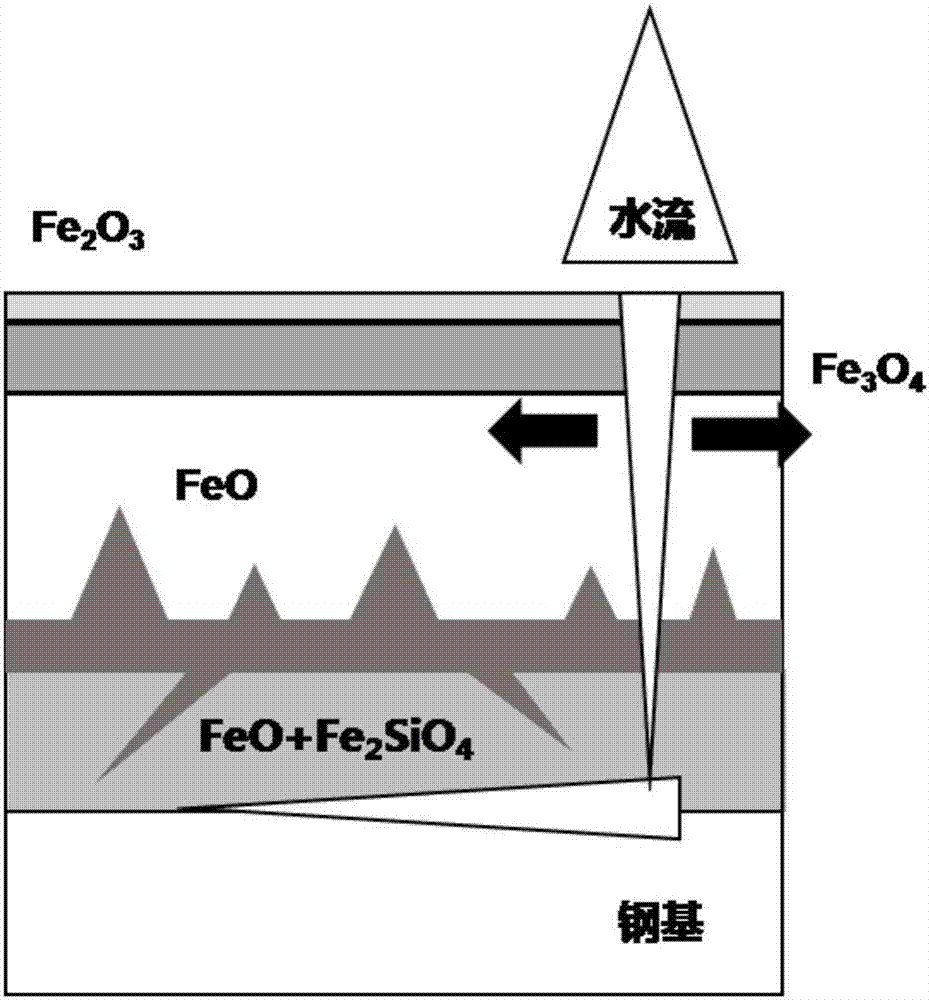
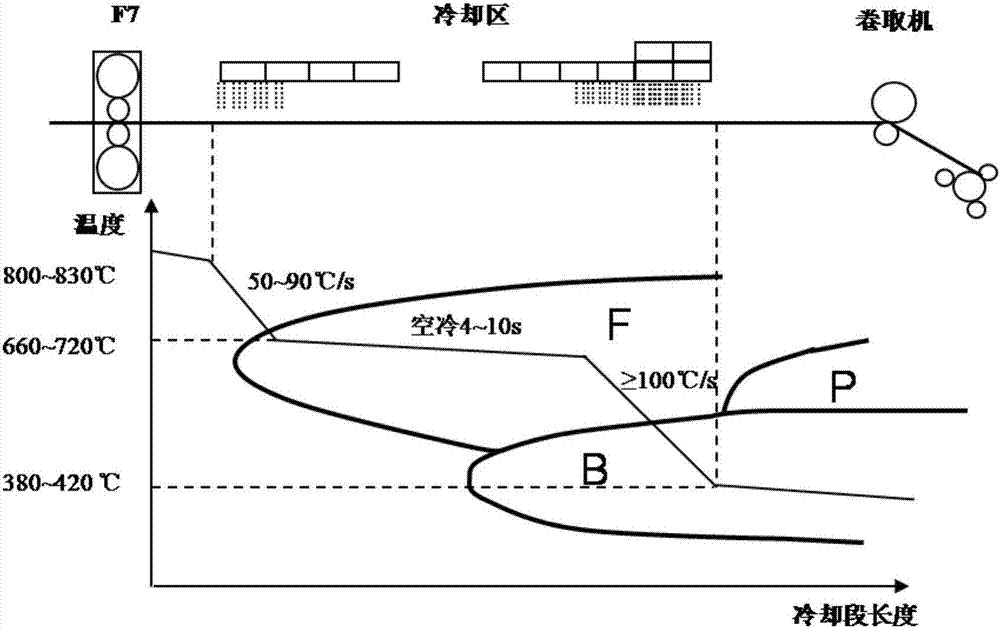
[0056] The hot-rolled TRIP steel of the present invention is produced by a converter-thin slab continuous casting and rolling CSP process, and the specific steps include converter smelting, refining, thin slab continuous casting, continuous casting slab soaking, high-pressure water descaling, controlled rolling, controlled cooling, coiled.
[0057] The steel is smelted using the converter steelmaking-LF-RH process, and the deep desulfurization pretreatment of molten steel is used in the converter steelmaking to ensure a low S content in the steel. The calcium and magnesium deoxidizer is used for deoxidation to reduce the oxygen and Aluminum, and improve the shape, size and distribution of inclusions. After RH vacuum treatment, molten steel having the chemical compo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More