

Pulse discharge dressing parameter and motion parameter control method for grinding wheel micro-abrasive dressing
A technology of pulse discharge and motion parameters, which is applied to the parts of grinding machine tools, manufacturing tools, grinding/polishing equipment, etc. It can solve the problems that affect the abrasive grains coming out of the edge, fall off, and the thickness of the electroplating layer is less than 1mm, etc., to simplify the structure of the fixture , easy operation, cost reduction effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0061] The present invention will be further described in detail below in conjunction with the embodiments and the accompanying drawings, but the embodiments of the present invention are not limited thereto.
[0062] A pulse discharge dressing parameter and motion parameter control method for grinding wheel micro-abrasive smoothing, comprising the following steps:
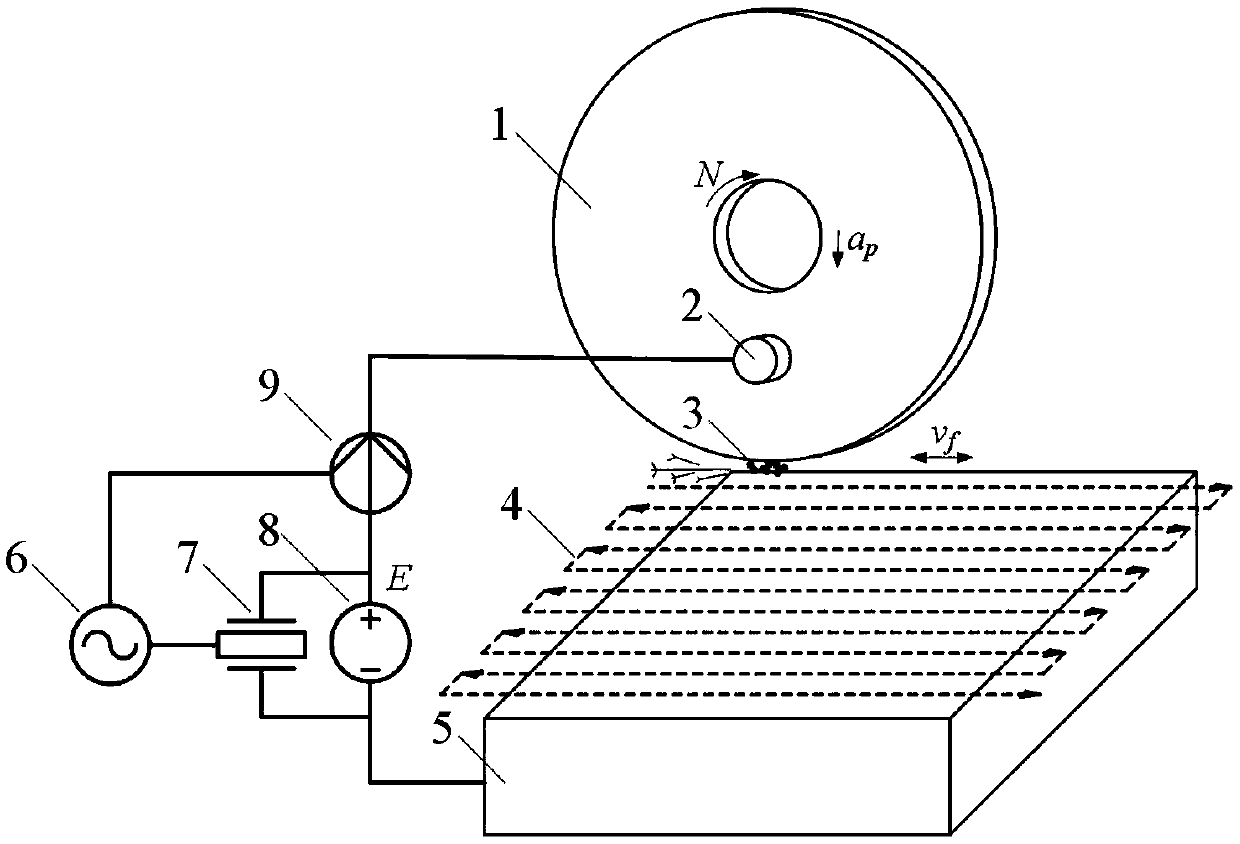
[0063] 1) Fix the diamond grinding wheel 1 and the electrode 5 on the grinding wheel shaft and the workbench of the machine tool respectively, and use wires to connect the diamond grinding wheel 1, the graphite brush 2, the current sensor 9, the power supply 8, and the electrode 5 sequentially in a positive polarity manner to form a Discharge circuit, voltage sensor 7 is connected in parallel with power supply 8 and connects oscilloscope 6 with current sensor 9 (referring to figure 1 );
[0064] 2) Carry out the trial grinding operation, load the open circuit voltage E for the discharge circuit, let the diamond gr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More