

Laser cladding process
A laser cladding and process technology, applied in the direction of metal material coating process, coating, etc., can solve the problems that affect the performance of parts, long research and development cycle, and few solutions, so as to reduce the degree of defects, less cracks, and reduce internal The effect of porosity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
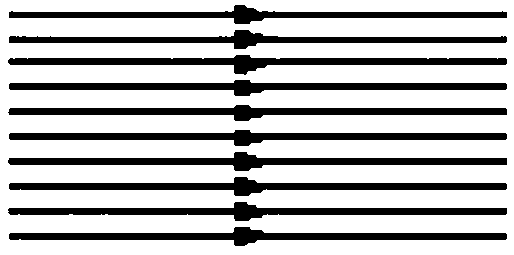
[0038] Such as Figure 1-Figure 6 As shown, a laser cladding process has the following steps:
[0039] S1. Put the YCF101 powder in a drying oven and dry it at a constant temperature of 80°C for 5 hours. After that, pour it into the laser cladding powder feeder, and use coaxial powder feeding for cladding;
[0040] S2. Grinding the substrate and cleaning it with alcohol to remove impurities to obtain a smooth substrate to be clad;
[0041] S3. Use the IPG fiber laser to perform layer-by-layer laser cladding on the clean substrate to be clad according to certain laser processing parameters and certain laser scanning strategies;
[0042] The laser processing parameters are: scanning power 450W, scanning speed 6mm / s, powder feeding rate 12.16g / min, protective gas flow rate 15L / h, powder feeding gas flow rate 6L / h, distance between the nozzle and the substrate to be clad is 14~ 16mm, the shielding gas and the powder feeding gas are both helium, the laser scanning strategy is: tw...
Embodiment 2
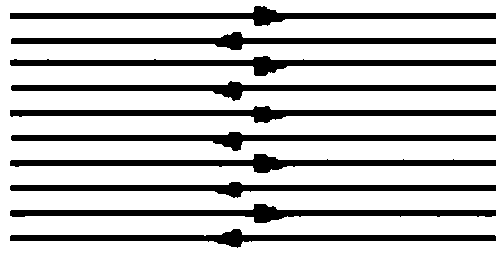
[0047] Such as Figure 7-Figure 13 As shown, a laser cladding process has the following steps:
[0048] S1. Put the YCF101 powder in a drying oven and dry it at a constant temperature of 80°C for 5 hours. After that, pour it into the laser cladding powder feeder, and use coaxial powder feeding for cladding;
[0049]S2. Grinding the substrate and cleaning it with alcohol to remove impurities to obtain a smooth substrate to be clad;
[0050] S3. Use the IPG fiber laser to perform layer-by-layer laser cladding on the clean substrate to be clad according to certain laser processing parameters and certain laser scanning strategies;
[0051] The laser processing parameters are: scanning power 450W, scanning speed 6mm / s, powder feeding rate 12.16g / min, shielding gas flow rate 15L / h, powder feeding gas flow rate 6L / h, distance between the nozzle and the substrate to be clad is 14~ 16mm, the shielding gas and the powder feeding gas are both helium, the laser scanning strategy is: two...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More