

Flame-retardant PC/ABS composite and preparation method and application thereof
A composite, ABS resin technology, applied in the field of polymer materials, can solve the problems of inability to meet the requirements of the battery field, and achieve the effects of excellent bonding strength, high stability and easy processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
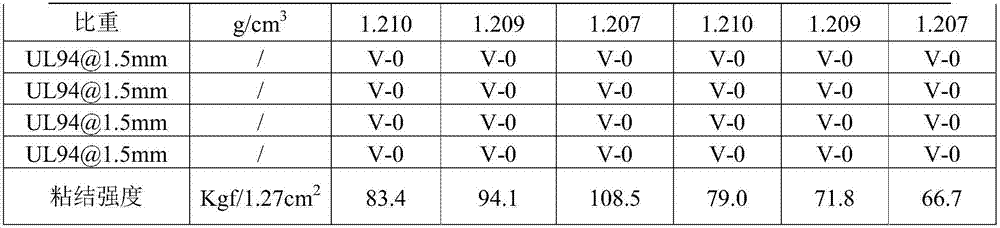
[0048]30 parts of PC resin, 53.9 parts of ABS resin, 2 parts of compatibilizer, 10 parts of brominated flame retardant, 3 parts of flame retardant synergist, 1 part of adhesion modifier, 0.1 part of adhesion modification synergist , fully mixed in a high-speed mixer for 10-60 minutes according to the proportioning; the above-mentioned mixture is delivered to the twin-screw extruder through a precisely metered feeding device (wherein, the processing conditions for the melt extrusion of the twin-screw extruder are as follows: a zone temperature 190℃, 210℃ in the second zone, 230℃ in the third zone, 240℃ in the fourth zone, 240℃ in the fifth zone, 240℃ in the sixth zone, 240℃ in the seventh zone, 240℃ in the eighth zone, 240℃ in the ninth zone , the tenth zone temperature is 250°C, the head temperature is 260°C; the screw speed is 200-800 rpm, and the length-to-diameter ratio is 40:1), under the shearing, mixing and conveying of the screw, the material can be fully melted and comp...
Embodiment 2
[0050] 30 parts of PC resin, 49.8 parts of ABS resin, 2 parts of compatibilizer, 10 parts of brominated flame retardant, 3 parts of flame retardant synergist, 5 parts of adhesion modifier, 0.2 parts of adhesion modification synergist , fully mixed in a high-speed mixer for 10-60 minutes according to the proportioning; the above-mentioned mixture is delivered to the twin-screw extruder through a precisely metered feeding device (wherein, the processing conditions for the melt extrusion of the twin-screw extruder are as follows: a zone temperature 190℃, 210℃ in the second zone, 230℃ in the third zone, 240℃ in the fourth zone, 240℃ in the fifth zone, 240℃ in the sixth zone, 240℃ in the seventh zone, 240℃ in the eighth zone, 240℃ in the ninth zone , the tenth zone temperature is 250°C, the head temperature is 260°C; the screw speed is 200-800 rpm, and the length-to-diameter ratio is 40:1), under the shearing, mixing and conveying of the screw, the material can be fully melted and c...
Embodiment 3
[0052] 30 parts of PC resin, 44.5 parts of ABS resin, 2 parts of compatibilizer, 10 parts of brominated flame retardant, 3 parts of flame retardant synergist, 10 parts of adhesion modifier, 0.5 parts of adhesion modification synergist , fully mixed in a high-speed mixer for 10-60 minutes according to the proportioning; the above-mentioned mixture is delivered to the twin-screw extruder through a precisely metered feeding device (wherein, the processing conditions for the melt extrusion of the twin-screw extruder are as follows: a zone temperature 190℃, 210℃ in the second zone, 230℃ in the third zone, 240℃ in the fourth zone, 240℃ in the fifth zone, 240℃ in the sixth zone, 240℃ in the seventh zone, 240℃ in the eighth zone, 240℃ in the ninth zone , the tenth zone temperature is 250°C, the head temperature is 260°C; the screw speed is 200-800 rpm, and the length-to-diameter ratio is 40:1), under the shearing, mixing and conveying of the screw, the material can be fully melted and ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More