

Mold pressing forming process of long glass fiber reinforced resin bow arm
A technology of reinforced resin and compression molding, which is applied in the field of composite material manufacturing, can solve the problems that the strength cannot meet the requirements of the bow arm, the bendable arc is small, the bendable arc, and the toughness cannot be reached, etc., to achieve the best mechanical properties and surface effect, increase the bendable radian, and improve the effect of mechanical strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] The present invention is described in detail below with reference to the accompanying drawings, which, as a part of the specification, illustrate the principle of the present invention through embodiments, and other aspects, features and advantages of the present invention will become apparent from the detailed description. In the figures to which reference is made, the same reference numerals are used for the same or similar parts in different figures.
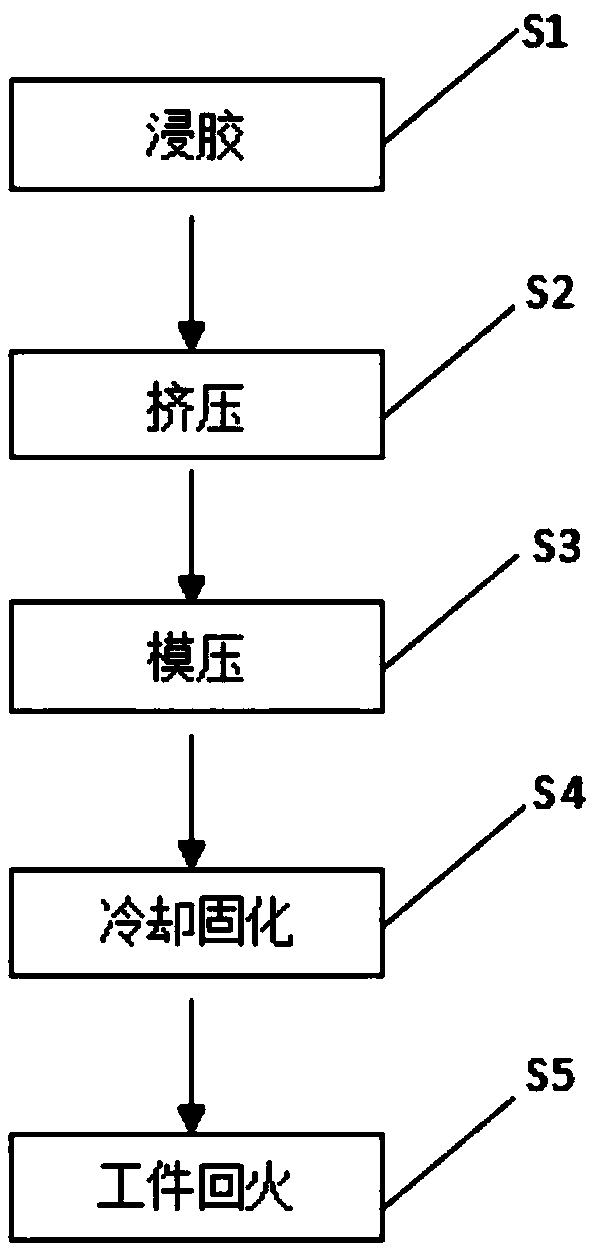
[0032] figure 1 Shown is a molding process of a long glass fiber reinforced resin bow arm, which sequentially includes: dipping, extrusion, molding, cooling and solidification, and workpiece tempering. The detailed steps of this embodiment are specifically described below:
[0033] S1, dipping: the long glass fiber bundles are placed in the resin to be pre-impregnated; wherein the resin is epoxy resin A, B glue and mechanically stirred and mixed uniformly in a certain proportion;
[0034] In the embodiment of the pre...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More