

Manufacturing method for large-size seamless micro-nano soft mold
A manufacturing method and soft mold technology, which is applied in the field of manufacturing, can solve the problems such as the inability to realize the soft mold manufacturing of large-size non-splicing and accepting scale molds, and achieve the effects of low manufacturing cost, no splicing errors, and high precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
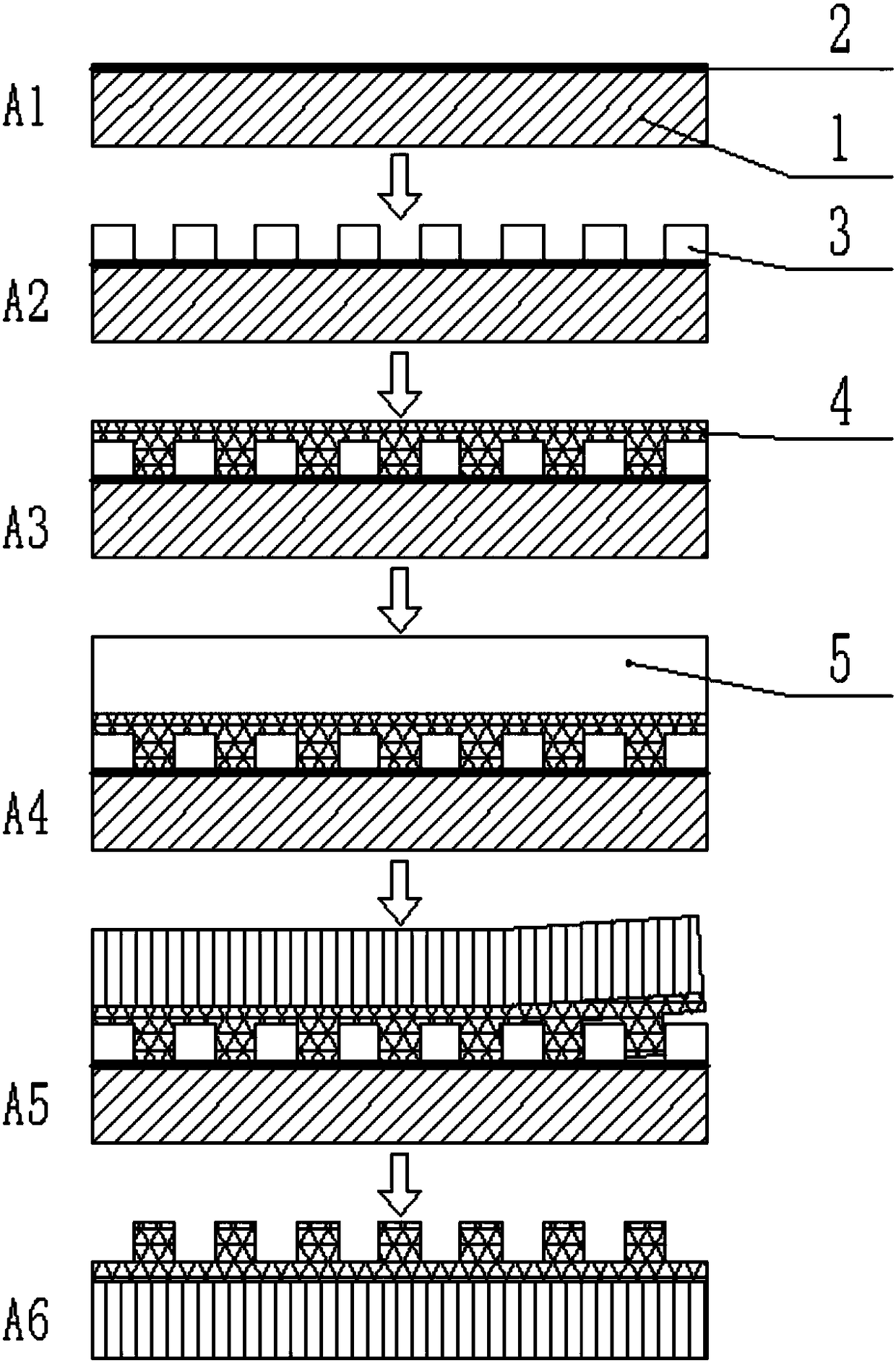
[0043] The present embodiment is used for the making of large-scale non-splicing composite soft mold, such as figure 1 As shown, the specific preparation steps are as follows:
[0044] (1) Substrate 1 pretreatment: A1 performs anti-adhesion treatment on glass substrate 1 to form anti-adhesion layer 2
[0045]Glass is used as the substrate 1, and the surface of the glass substrate 1 is subjected to anti-adhesion treatment. Firstly, the glass substrate 1 is cleaned, and deionized water is ultrasonically treated for 10 minutes; isopropanol is ultrasonically treated for 20 minutes; (FDTS), let it stand for 15 minutes; then, put the glass substrate 1 into it and soak for 30 minutes; then use isooctane, acetone, and isopropanol to clean each under ultrasonic conditions for 20 minutes; make the surface of the substrate 1 form an anti-adhesion layer 2 , and finally blow dry with nitrogen.
[0046] (2) Fabrication of sacrificial structure 3 by hot-melt electrohydrodynamic jet printi...
Embodiment 2
[0062] The specific preparation steps for the production of large-size non-splicing soft molds in this embodiment are as follows:
[0063] (1) Substrate 1 pretreatment
[0064] Glass is used as the substrate 1, and the surface of the glass substrate 1 is subjected to anti-adhesion treatment. Firstly, the glass substrate 1 is cleaned, and deionized water is ultrasonically treated for 10 minutes; isopropanol is ultrasonically treated for 20 minutes; (FDTS), let it stand for 15 minutes; then, put the glass substrate 1 into it and soak for 30 minutes; then use isooctane, acetone, and isopropanol to clean each under ultrasonic conditions for 20 minutes; make the surface of the substrate 1 form an anti-adhesion layer 2. Finally, blow dry with nitrogen.
[0065] (2) Fabrication of sacrificial structures by thermal fusion electrohydrodynamic jet printing 3
[0066] Using polycaprolactone (PCL) as the electrojet printing material, according to the micro-nano mold pattern structure t...
Embodiment 3
[0077] The specific preparation steps for the production of large-size non-splicing soft molds in this embodiment are as follows:
[0078] (1) Substrate 1 pretreatment
[0079] Glass is used as the substrate 1, and the surface of the glass substrate 1 is subjected to anti-adhesion treatment. Firstly, the glass substrate 1 is cleaned, and deionized water is ultrasonically treated for 10 minutes; isopropanol is ultrasonically treated for 20 minutes; (FDTS), let it stand for 15 minutes; then, put the glass substrate 1 into it and soak for 30 minutes; then use isooctane, acetone, and isopropanol to clean each under ultrasonic conditions for 20 minutes; make the surface of the substrate 1 form an anti-adhesion layer 2 , and finally blow dry with nitrogen.
[0080] (2) Fabrication of sacrificial structures by thermal fusion electrohydrodynamic jet printing 3
[0081] Using polycaprolactone (PCL) as the electrojet printing material, according to the micro-nano mold pattern structu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More