

Method for producing large-specification circular blanks in rolling mode instead of forging mode
A production method and large-scale technology, applied in the direction of rolling, metal rolling, metal rolling, etc., can solve the problems of the load impact of the finishing rolling mill, unfavorable control of deformation uniformity, and difficult support
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0053] The present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
[0054] The invention relates to a method for producing a large-size round billet by rolling instead of forging. The method mainly includes the following contents:
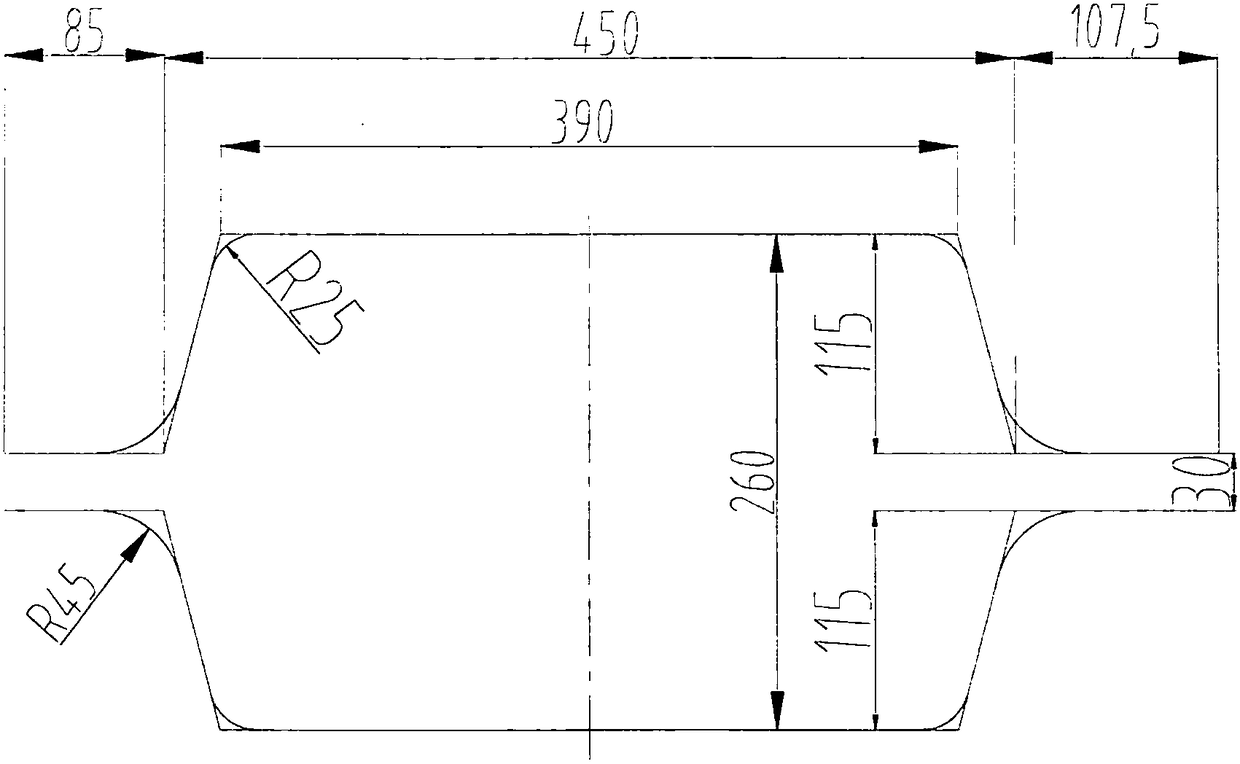
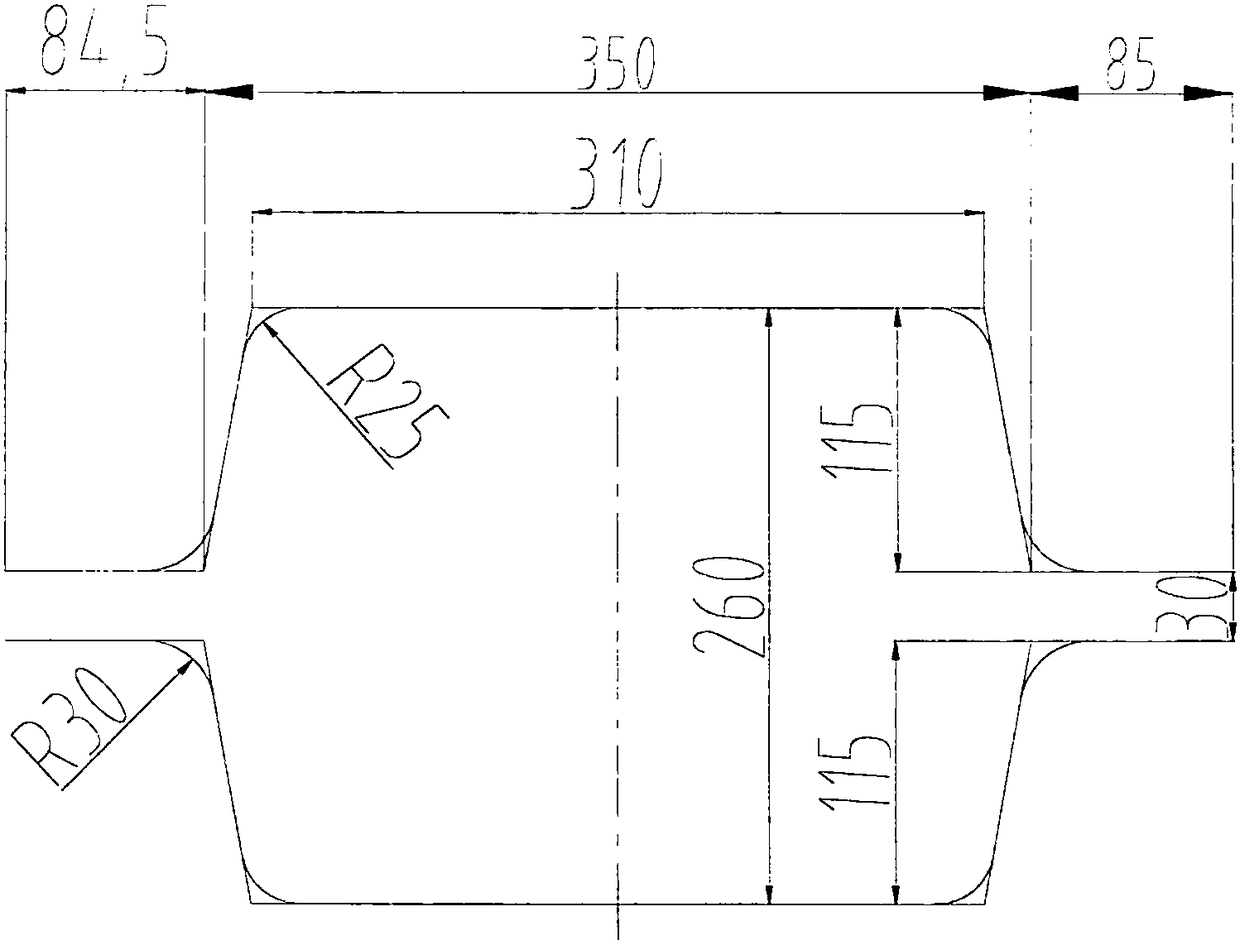
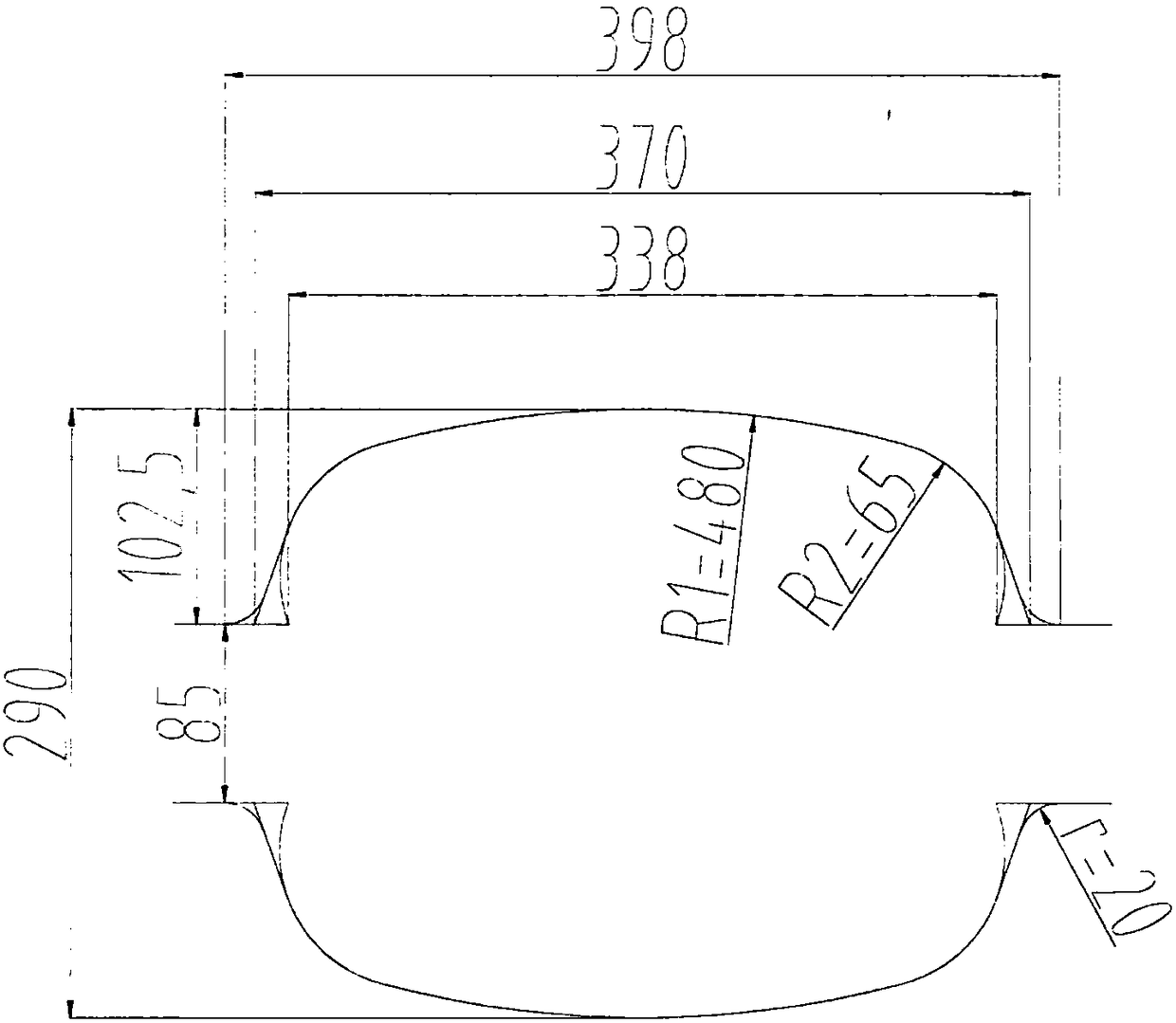
[0055] Step 1. Rough rolling pass design
[0056] 1.1. Selection of billet
[0057] Large-scale products are mainly used in machinery manufacturing industries such as steel for oil field drilling tools and large motor shafts. The mechanical properties of round steel products are particularly demanding, so the compression ratio of the product must be considered. The existing billet 390*510 such as rolling Made into 350 rounds and 300 rounds, the compression ratio is only 2.1 and 2.8, but the customer requires the product to have a compression ratio of at least 3, so combined with the large-size continuous casting billet, the billet is positioned as a 600 round continuous casting bi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More