Friction stir welding method for aluminum alloy with fusion welding positioning welding seams
A technology of friction stir welding and tack welding, which is applied in the direction of welding/welding/cutting items, welding equipment, non-electric welding equipment, etc. It can solve the problems of difficult control of the joint group gap, unstable welding quality of friction stir welding, and high tooling requirements. , to achieve the effect of solving strict assembly clearance requirements, improving stability, product qualification rate and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
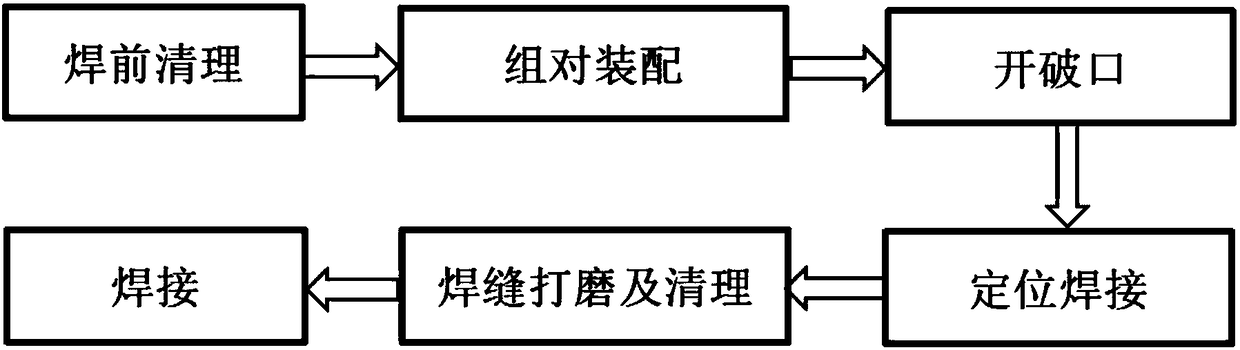
[0034] A kind of friction stir welding method of aluminum alloy with fusion welding tack weld figure 1 As shown, the method includes the following steps:
[0035] The specifications of the welding material of the workpiece to be welded are 6005A-T6 aluminum alloy extruded profiles of 2000mm*150mm*6mm, and the mass fraction of its chemical composition is shown in Table 1:
[0036] Table 1
[0037] Si
Mg
Fe
Cu
mn
Cr
Ti
Zn
Al
other
0.66
0.53
0.16
0.14
0.26
0.16
0.02
0.02
98.02
margin
[0038] A. Cleaning before welding:
[0039] a. Pre-cleaning: Use non-woven fabric to dip acetone or ethanol on the groove surface of the joint of two 6005A-T6 aluminum alloy profiles to be welded and the nearby 25mm area to clean the oil and dust on the surface of the workpiece to be welded;
[0040] b. Removal of oxide film: use an electric wire bowl brush to polish the groove surface of the welded joint of the pr...
Embodiment 2
[0052] The difference between embodiment 2 and embodiment 1 is that the welding process parameters of MIG fusion welding in step D are as shown in table 4:
[0053] Table 4
[0054] Welding method
Wire diameter
Welding current
welding voltage
welding speed
Argon flow
MIG
ER5356
1.2mm
120A
19V
400mm / min
23L / min
[0055] The welding process parameters of friction stir welding in step F are as shown in Table 5:
[0056] table 5
[0057] Welding method
Embodiment 3
[0059]The difference between embodiment 3 and embodiment 1 is that the welding process parameters of MIG fusion welding in step D are as shown in table 6:
[0060] Table 6
[0061] Welding method
Wire diameter
Welding current
welding voltage
welding speed
Argon flow
MIG
ER5356
1.2mm
150A
20V
500mm / min
27L / min
[0062] The welding process parameters of friction stir welding in step F are as shown in Table 7:
[0063] Table 7
[0064] Welding method
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com