

Production method of high H2S corrosion-resistant petroleum well casing pipe J55
A production method and oil well casing technology, applied in the field of metallurgy, can solve the problems of lack of experience in practical application, etc., and achieve the effects of inhibiting the corrosion rate of hydrogen sulfide, reducing band segregation, and improving the corrosion resistance of welding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
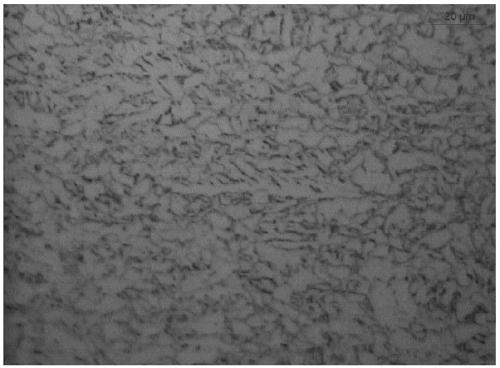
Embodiment 1
[0034] This embodiment is highly resistant to H 2 The production method of S-corrosion oil well casing J55 includes steelmaking, continuous casting, heating, rolling, coiling, uncoiling and pipe making. The thickness of the steel strip is 4.5mm. The specific process steps are as follows:
[0035] (1) Steelmaking process: molten steel gas TO: 0.0010%, [H]: 0.00012%, [N]: 0.0040%; refining Ca treatment process, adding pure calcium wire to adjust the Ca content in molten steel to 0.0045%, tapping steel P: 0.010%, S: 0.001% in water;
[0036] (2) Continuous casting process: The chemical composition of the continuous casting slab and its mass percentage are: C: 0.045%, Si: 0.16%, Mn: 1.30%, P: 0.010%, S: 0.001%, Als: 0.010% , Nb: 0.028%, Mo: 0.10%, Ti: 0.012%, Cr: 0.12%, the balance is Fe and unavoidable impurities;
[0037] (3) Heating process: the slab heating temperature is 1220℃, and the soaking time is 200min;
[0038] (4) Rolling process: rough rolling 3+5 passes, the final rolling ...
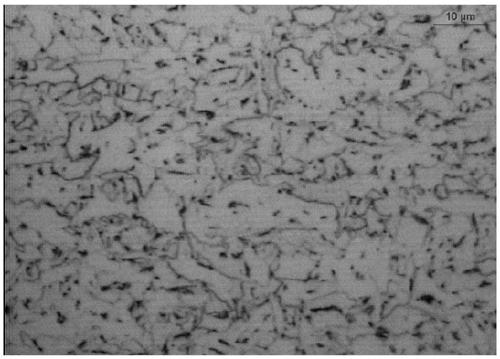
Embodiment 2
[0051] This embodiment is highly resistant to H 2 The production method of S-corrosion oil well casing J55 includes steelmaking, continuous casting, heating, rolling, coiling, uncoiling and pipe making. The thickness of the steel strip is 6.3mm. The specific process steps are as follows:
[0052] (1) Steelmaking process: molten steel gas TO: 0.0009%, [H]: 0.00011%, [N]: 0.0038%; refining Ca treatment process, adding pure calcium wire to adjust the Ca content in molten steel to 0.0040%, tapping steel P in water: 0.008%, S: 0.0009%;
[0053] (2) Continuous casting process: the chemical composition of the continuous casting slab and its mass percentage are: C: 0.055%, Si: 0.14%, Mn: 1.35%, P: 0.008%, S: 0.0009%, Als: 0.055% , Nb: 0.030%, Mo: 0.11%, Ti: 0.015%, Cr: 0.11%, the balance is Fe and unavoidable impurities;
[0054] (3) Heating process: the slab heating temperature is 1215℃, and the soaking time is 195min;
[0055] (4) Rolling process: rough rolling 3+5 passes, the final rollin...
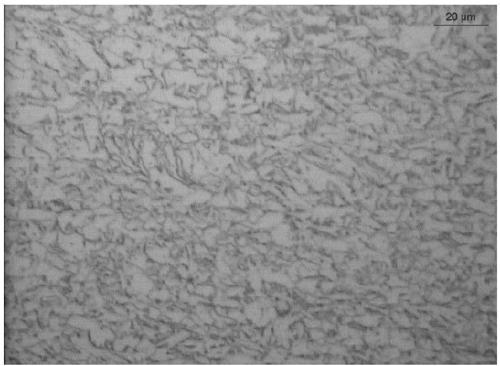
Embodiment 3
[0068] This embodiment is highly resistant to H 2 The production method of S-corrosion oil well casing J55 includes steelmaking, continuous casting, heating, rolling, coiling, uncoiling and pipe making. The thickness of the steel strip is 7.8mm. The specific process steps are as follows:
[0069] (1) Steelmaking process: molten steel gas TO: 0.0011%, [H]: 0.00010%, [N]: 0.0042%; refining Ca treatment process, adding pure calcium wire to adjust the Ca content in molten steel to 0.0038%, tapping steel P: 0.009%, S: 0.001% in water;
[0070] (2) Continuous casting process: the chemical composition of the continuous casting slab and its mass percentage are: C: 0.061%, Si: 0.15%, Mn: 1.25%, P: 0.009%, S: 0.001%, Als: 0.025% , Nb: 0.028%, Mo: 0.10%, Ti: 0.013%, Cr: 0.12%, the balance is Fe and unavoidable impurities;
[0071] (3) Heating process: the slab heating temperature is 1218℃, and the soaking time is 215min;
[0072] (4) Rolling process: rough rolling 3+5 passes, the final rolling ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More