

A kind of production method of polypropylene composite material
A composite material and production method technology, applied in the field of polypropylene composite material production, can solve the problems of reducing VOC content, difficulty in blanking, low VOC removal efficiency, etc., and achieve the effect of reducing VOC content and expanding the area
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
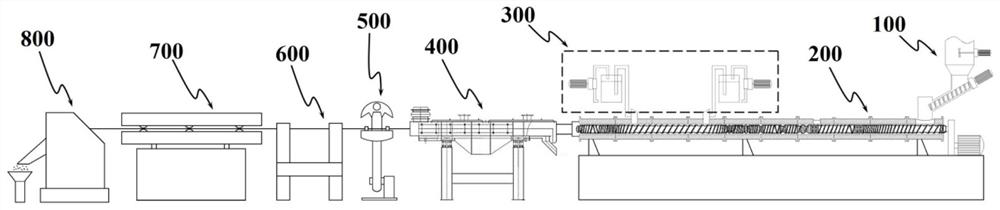
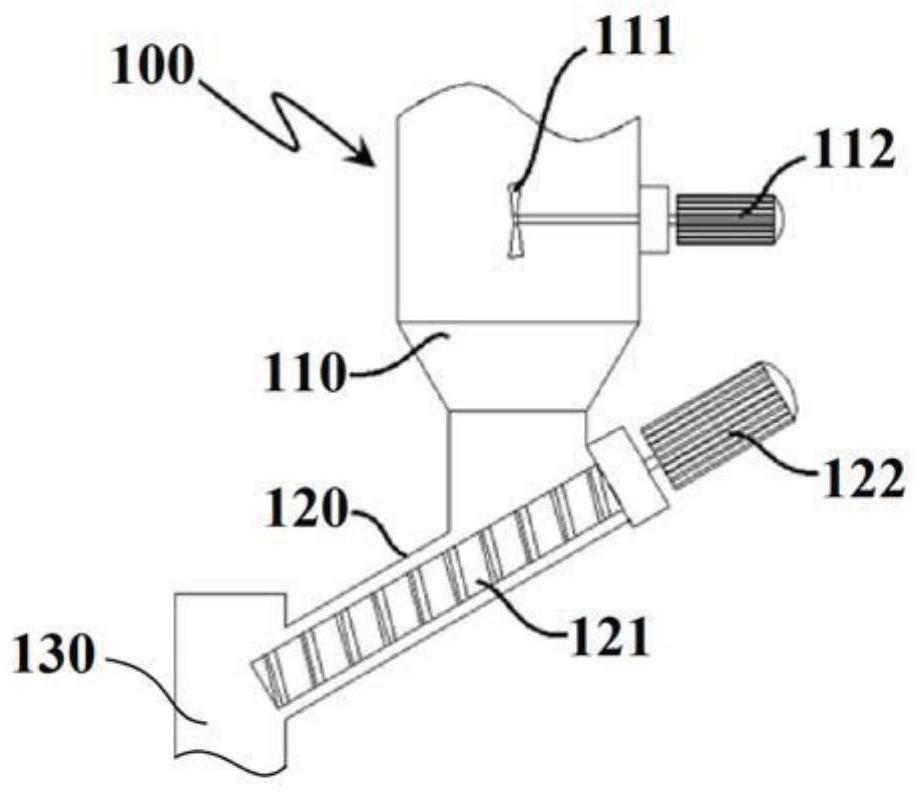
[0045] combine Figure 1~5 , a production method of polypropylene composite material in this embodiment, the feeding screw 121 provided at an incline through which the mixture passes in the hopper 110 is added to the feeding end of the extrusion unit 200, and the mixture entering the extrusion unit 200 is extruded The unit 200 conveys extrusion, melting, and reaction to the vacuum exhaust section 240, and the mixture in the vacuum exhaust section 240 is subjected to two-stage vacuuming treatment through the vacuum unit 300, and the mixture enters the extrusion process after vacuuming. The output section 250 shapes and extrudes the strip-shaped polypropylene composite material; the traction unit 700 provides traction for the strip-shaped polypropylene composite material, and the traction unit 700 pulls the strip-shaped polypropylene composite material to the pelletizing unit 800 for pelletizing.
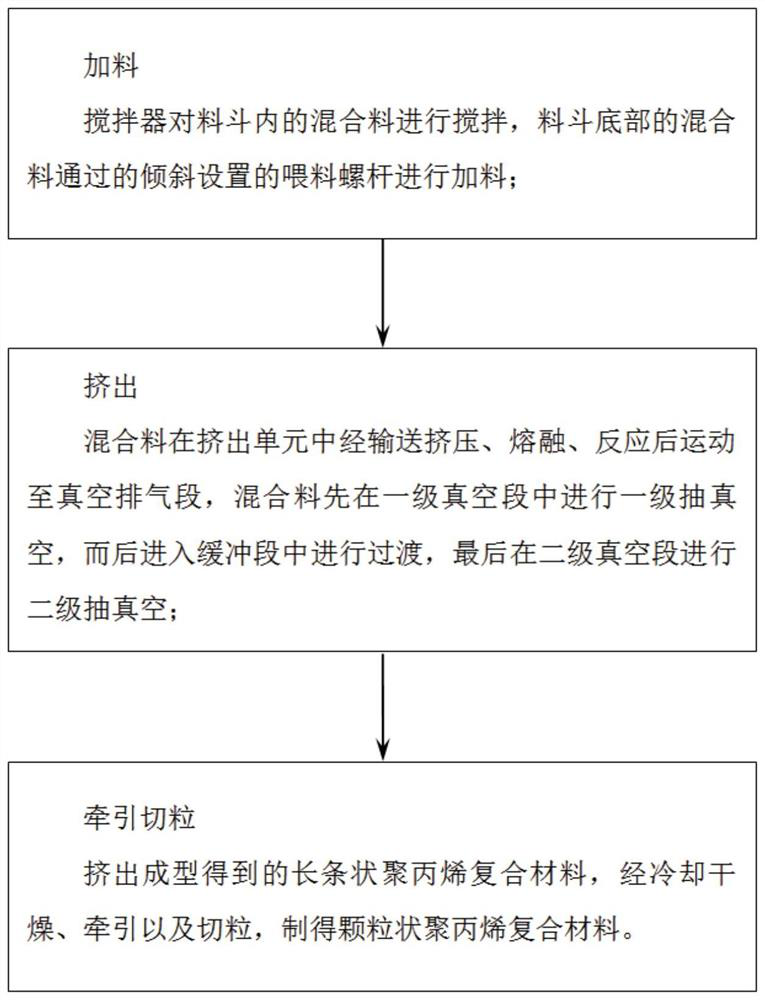
[0046] The specific steps of the above method are:
[0047] Addition step
[00...
Embodiment 2
[0063] combine Figure 2-5 , a kind of polypropylene composite material production system for automobile interior decoration of the present embodiment, comprises feeding unit 100, extruding unit 200 and vacuumizing unit 300; Extruding unit 200 comprises feeding screw 201 and barrel 202, and feeding screw 201 is set In the barrel 202; the extrusion unit 200 includes a solid conveying section 210, a melting section 220, a reaction section 230 and a vacuum exhaust section 240 along the movement direction of the mixture. In addition, the barrel 202 of the extrusion unit 200 moves along the mixture There are 10 heating zones in sequence, which are the 1st to 10th heating zones. It should be noted that since the compound is a gradual transition process between the various processing stages in the extrusion unit 200, the extrusion unit 200 The corresponding relationship between each segment and each heating zone is a rough correspondence, not an absolute correspondence in spatial pos...
Embodiment 3
[0086] The content of this embodiment is basically the same as that of Embodiment 1, except that in the vacuum exhaust section 240, the temperature of the seventh heating zone in this embodiment is 227°C, the temperature of the eighth heating zone is 197°C, and the temperature of the ninth heating zone is The zone temperature is 197°C, that is, the temperature of the 8th heating zone is the same as that of the 9th heating zone, so that the temperature of the mixture when passing through the buffer section 242 can be quickly and steadily reduced to the same temperature as the temperature of the 9th heating zone, so that the subsequent two The vacuuming of the stage vacuum 320 is more stable to the removal process of VOC.
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More