

Ultrasonic vibration assisted friction welding method
A technology of ultrasonic vibration and friction welding, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of poor strength of welded joints, achieve the effects of improving strength, promoting plastic deformation, and effective connection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
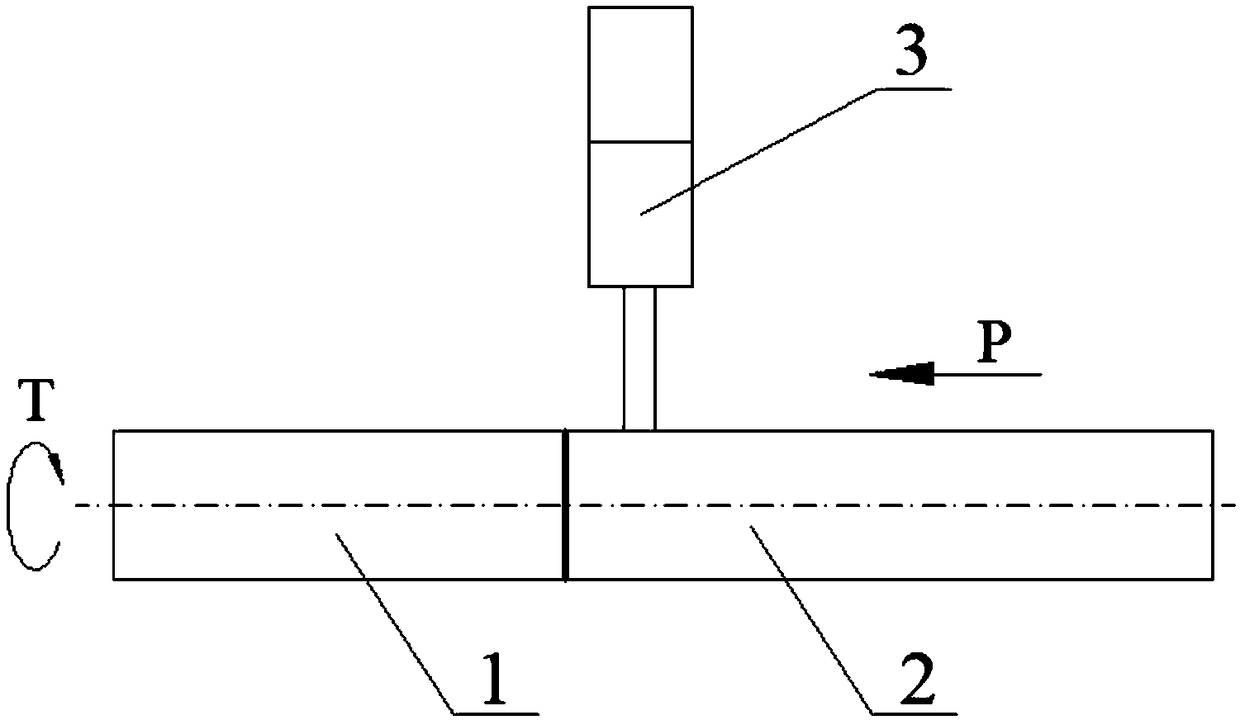
[0024] Embodiment 1: refer to figure 1 , the specific steps of the ultrasonic vibration assisted friction welding method in this embodiment are as follows:
[0025] Step 1. Clamp the workpiece 1 at the rotating end and the workpiece 2 at the moving end respectively on the rotating fixture and the moving fixture of the rotary friction welding machine;
[0026] Step 2. The rotary friction welding machine drives the workpiece 1 at the rotating end to rotate through the spindle motor and the rotating fixture. The hydraulic system at the moving end drives the workpiece 2 at the moving end to gradually approach and press against the workpiece 1 at the rotating end rotating at high speed through the slide table and the moving fixture. The pressure is 50-350MPa, the friction deformation is 1.0-3.0mm, and the friction time is 3-12s; at the same time, the output head 3 of the ultrasonic transducer is pressed on the workpiece 2 at the mobile end, and ultrasonic vibration is applied to th...
Embodiment 2
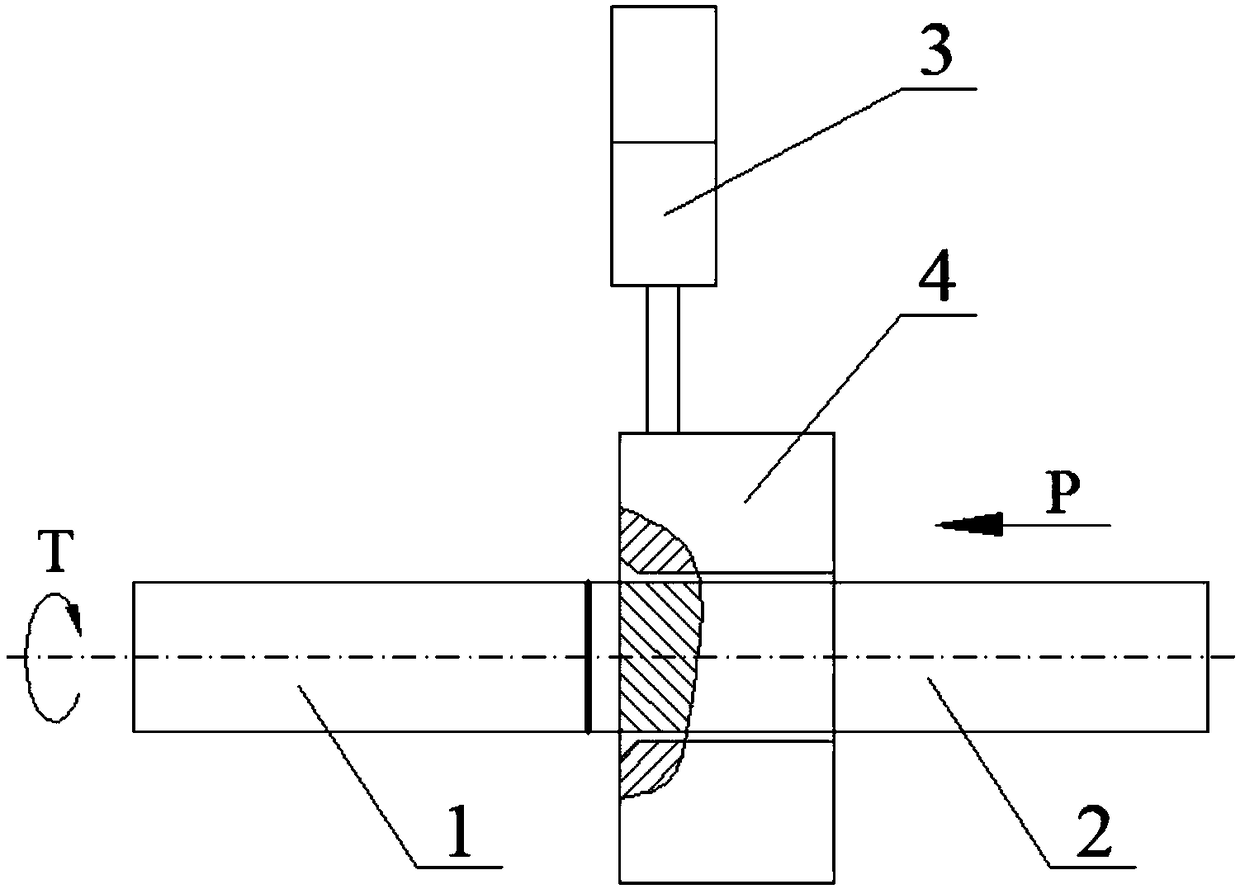
[0027] Embodiment 2: refer to Figure 2-3 , On the basis of Embodiment 1, the workpiece 2 at the mobile end is constrained, and the rest of the welding methods are the same. The specific steps of the ultrasonic vibration assisted friction welding method in this embodiment are as follows:
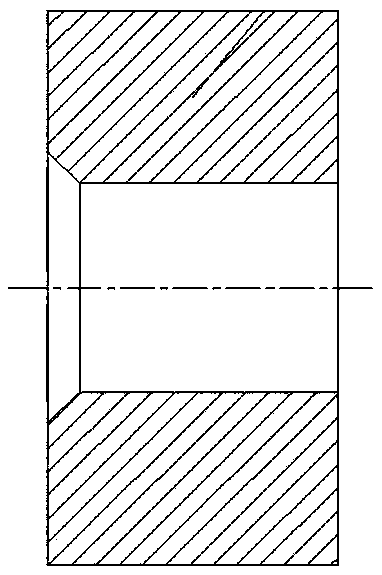
[0028] Step 1. Clamp the workpiece 1 at the rotating end and the workpiece 2 at the moving end respectively on the rotating fixture and the moving fixture of the rotary friction welding machine, and put the restraint sleeve 4 on the workpiece 2 at the moving end. The restraint sleeve 4 and the workpiece 2 at the moving end The gap is 0.2 ~ 0.5mm, and the workpiece 2 on the mobile end to be welded extends out of the restraint sleeve 4 by 4.0 ~ 4.2mm;
[0029] Step 2. The rotary friction welding machine drives the workpiece 1 at the rotating end to rotate through the spindle motor and the rotating fixture. The hydraulic system at the moving end drives the workpiece 2 at the moving end to grad...
Embodiment 3
[0030] Embodiment 3: refer to Figure 4 , On the basis of Example 1, the rotary friction welding machine is replaced by a linear friction welding machine, and the rotating fixture is replaced by a vibrating fixture. The specific steps of the ultrasonic vibration assisted friction welding method in this embodiment are as follows:
[0031] Step 1. Clamp the vibrating end workpiece 5 and the moving end workpiece 2 on the vibrating fixture and the moving fixture of the linear friction welding machine respectively;
[0032] Step 2. The linear friction welding machine drives the vibration end workpiece 5 to reciprocate up and down with high frequency and small amplitude through the hydraulic system of the vibration end and the vibration fixture. The vibration frequency is 20-60Hz and the amplitude is 1-3mm; The moving fixture drives the moving workpiece 2 to gradually approach and press against the reciprocating vibrating workpiece 5, the friction pressure is 50-350MPa, the frictio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More