

A kind of preparation technology and product of liquefied petroleum gas bottle top cover
A preparation process and technology of petroleum gas cylinders, applied in the field of production and manufacturing of liquefied petroleum gas cylinders, can solve problems such as explosion and gas leakage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
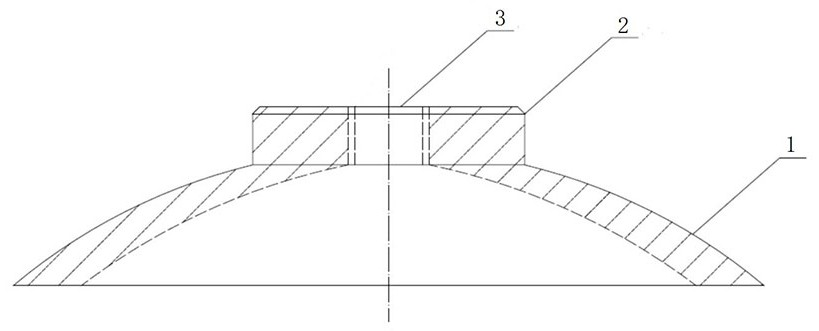
[0031] Example 1: 1) According to the size of the cover body 1, the aluminum alloy round bar ingot is cut into the billet 8 of the required thickness in advance, and the billet 8 is placed in a heating furnace with a temperature of 280~450°C and heated for 30~ 40min;
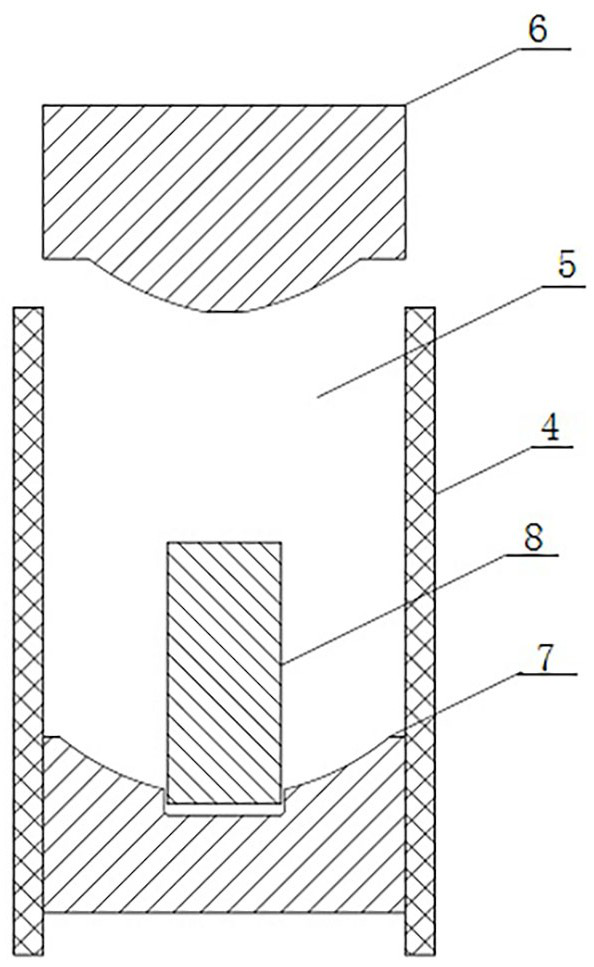
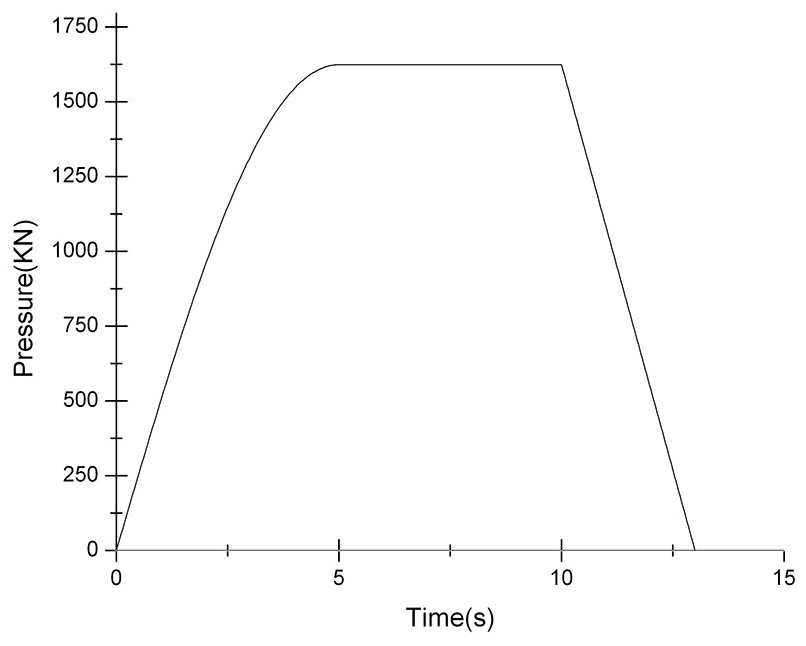
[0032] 2) Apply lubricant to the heated billet 8, the cavity 5 of the extrusion die 4 and the lower pressure head 7 respectively, and place the billet 8 in the cavity 5 of the extrusion die 4, and the height of the cavity 5 A positive number h must be greater than the height of the cover body 1 at least 80~140mm, start the upper pressing head 6 of the press to press the billet 8 downward at a speed of 3mm / s and a pressure of 1500KN, and the upper pressing head 6 presses the billet downward The pressure change time curve of 8 is attached image 3 As shown, make the blank 8 contact with the lower ram 7 and fill the cavity 5, then adjust the upper ram 6 to continue pressing down the blank 8 at a speed of 1mm / s and...
Embodiment 2
[0035] Embodiment 2: 1) According to the size of the cover body 1, the aluminum alloy round bar ingot is cut into the billet 8 of the required thickness in advance, and the billet 8 is put into a heating furnace with a temperature of 280~450°C and heated for 30~ 40min;
[0036] 2) Apply lubricant to the heated billet 8, the cavity 5 of the extrusion die 4 and the lower pressure head 7 respectively, and place the billet 8 in the cavity 5 of the extrusion die 4, and the height of the cavity 5 If it is a positive number, h must be greater than the height of the cover body 1 by at least 80~140mm. Start the upper pressing head 6 of the press to press the billet 8 downward at a speed of 4mm / s and a pressure of 1562.5KN, and the upper pressing head 6 will press downward. The pressure change time curve of billet 8 is as attached image 3 As shown, make the billet 8 contact with the lower ram 7 and fill the cavity 5, then adjust the upper ram 6 to continue pressing down the billet 8 a...
Embodiment 3
[0039] Example 3: 1) According to the size of the cover body 1, the aluminum alloy round bar ingot is cut into a billet 8 of required thickness in advance, and the billet 8 is placed in a heating furnace with a temperature of 280~450°C for heating for 30~ 40min;
[0040] 2) Apply lubricant to the heated billet 8, the cavity 5 of the extrusion die 4 and the lower pressure head 7 respectively, and place the billet 8 in the cavity 5 of the extrusion die 4, and the height of the cavity 5 If it is a positive number, h must be greater than the height of the cover body 1 by at least 80~140mm, start the upper pressing head 6 of the press to press down the billet 8 at a speed of 5mm / s and a pressure of 1625KN, and the upper pressing head 6 presses down the billet The pressure change time curve of 8 is attached image 3 As shown, make the blank 8 contact with the lower ram 7 and fill the cavity 5, then adjust the upper ram 6 to continue pressing down the blank 8 at a speed of 3mm / s and...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More