Long seam welding and post-weld heat treatment process for high-alloy heat-resistant steel pipe screen
A post-weld heat treatment and alloy steel pipe technology, which is applied in heat treatment furnaces, heat treatment equipment, heat treatment process control, etc., can solve the problems of poor heat treatment effect, unstable support frame, and low construction efficiency, so as to shorten the construction period and ensure Effect of heat treatment, effect of improving construction efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0022] Attached below Figure 1-3 And the specific examples further describe the present invention in detail.
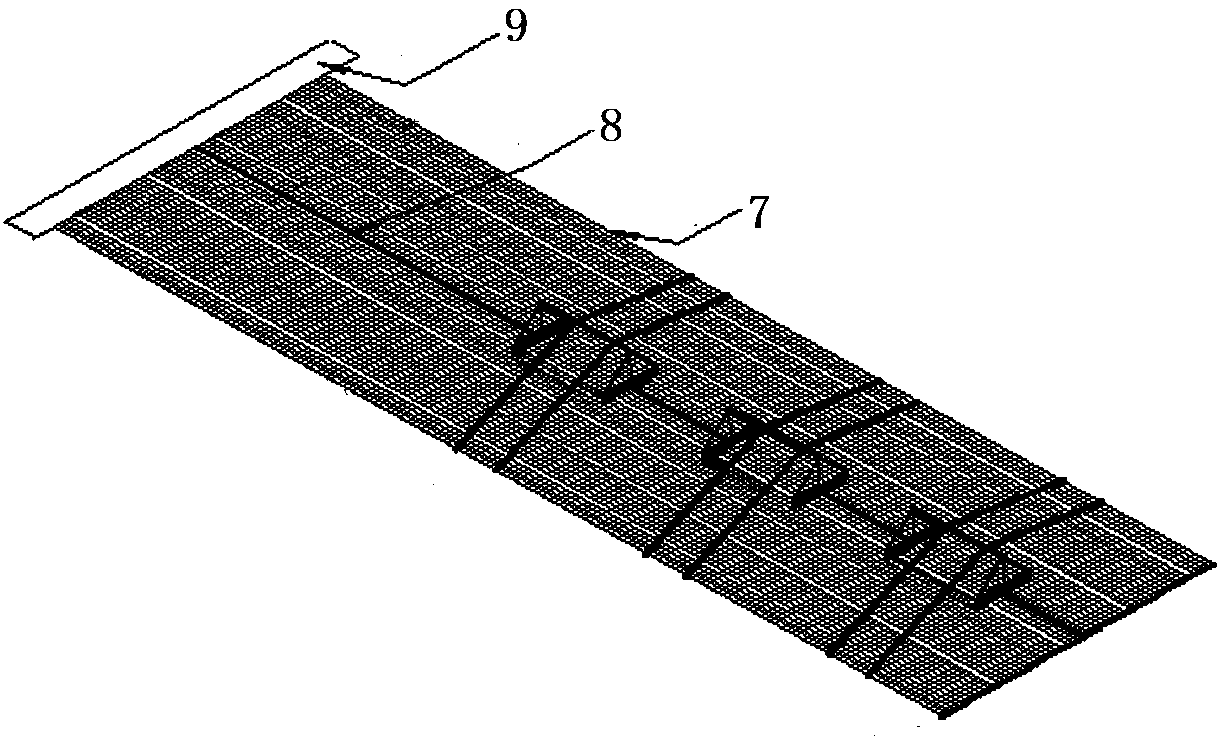
[0023] Such as figure 2 As shown, two longer-sized tube screens 7 are spliced, and there are long joints 8 of tube screens distributed in the direction of elongation at the splicing place, such as figure 1 As shown, the long joint 8 of the tube panel is divided into 7 sections of equal length, and numbered 1 to 7. When the long joint 8 of the tube panel is welded, firstly, it starts from the joint of the No. The joints of No. 1, 3, 5 and 7 tube screens are welded sequentially by skip welding at intervals.
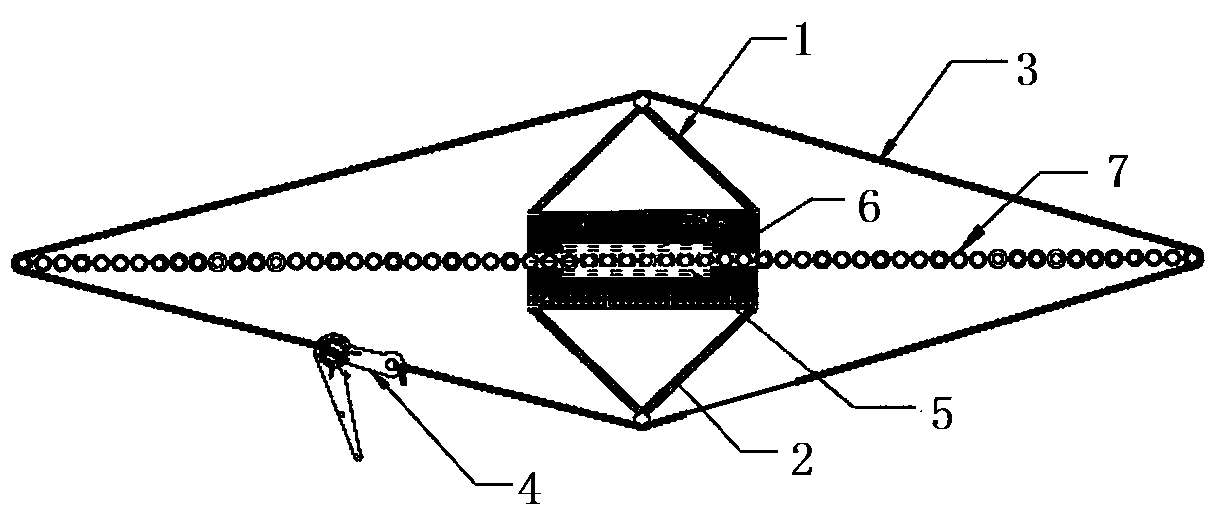
[0024] After each section of welding is completed, a heater 5 and a thermal insulation cotton 6 located on the outer surface of the heater 5 are arranged above and below the upper surface of the No. A fixing device for fixing the heater and the insulation cotton is fixedly connected on the outer surface.
[0025] Such as image 3 As shown, the fixing device ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com