

Manufacturing method for improving tooth profile precision of spline shaft forging
A technology of tooth shape accuracy and manufacturing method, which is applied in the direction of manufacturing tools, engine components, forging/pressing/hammer devices, etc., can solve problems such as inability to effectively improve the dimensional accuracy of forgings, unreasonable forging methods, and affect product quality, etc., to achieve Reduced residual stress, fine grained metallographic structure, good performance, and reduced production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The specific embodiment of the present invention will be described in detail below in conjunction with the examples, but the present invention should not be limited to the examples.
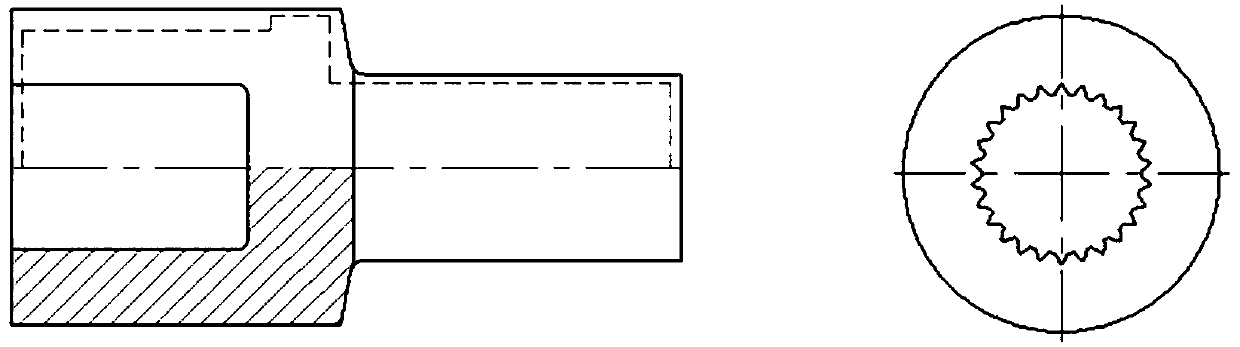
[0028] The forging selected in this embodiment is a spline shaft, such as figure 1 As shown, it is an involute internal spline shaft, and the material of the spline shaft is 55 # Steel, the forging is composed of a rod part and a cup part. The cup part is an involute internal spline with a modulus of 1.27, a number of teeth of 26, a pressure angle of 30°, and a rod spacing of 29.5mm.
[0029] An example of forging using the above-mentioned manufacturing method for improving the dimensional accuracy of forgings, the steps are:
[0030] (1) Cutting, circular saw cutting. Such as Figure 4 As shown in (a), it is 55 # Schematic diagram of the dimensions of the steel blank.
[0031] (2) Shot blasting is carried out on the finished blank, and then placed in a medium frequency induction heat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More