Wafer temperature sensor and position determining method and circuit design method in application thereof
A technology of temperature sensor and determination method, which is applied to thermometers, thermometers using electric/magnetic components directly sensitive to heat, and electric devices, etc. Short time and other problems, to achieve the effect of large thermal gradient value, large heat flux and fast response time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0120] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. The specific embodiments described here are only used to explain the present invention, not to limit the present invention.
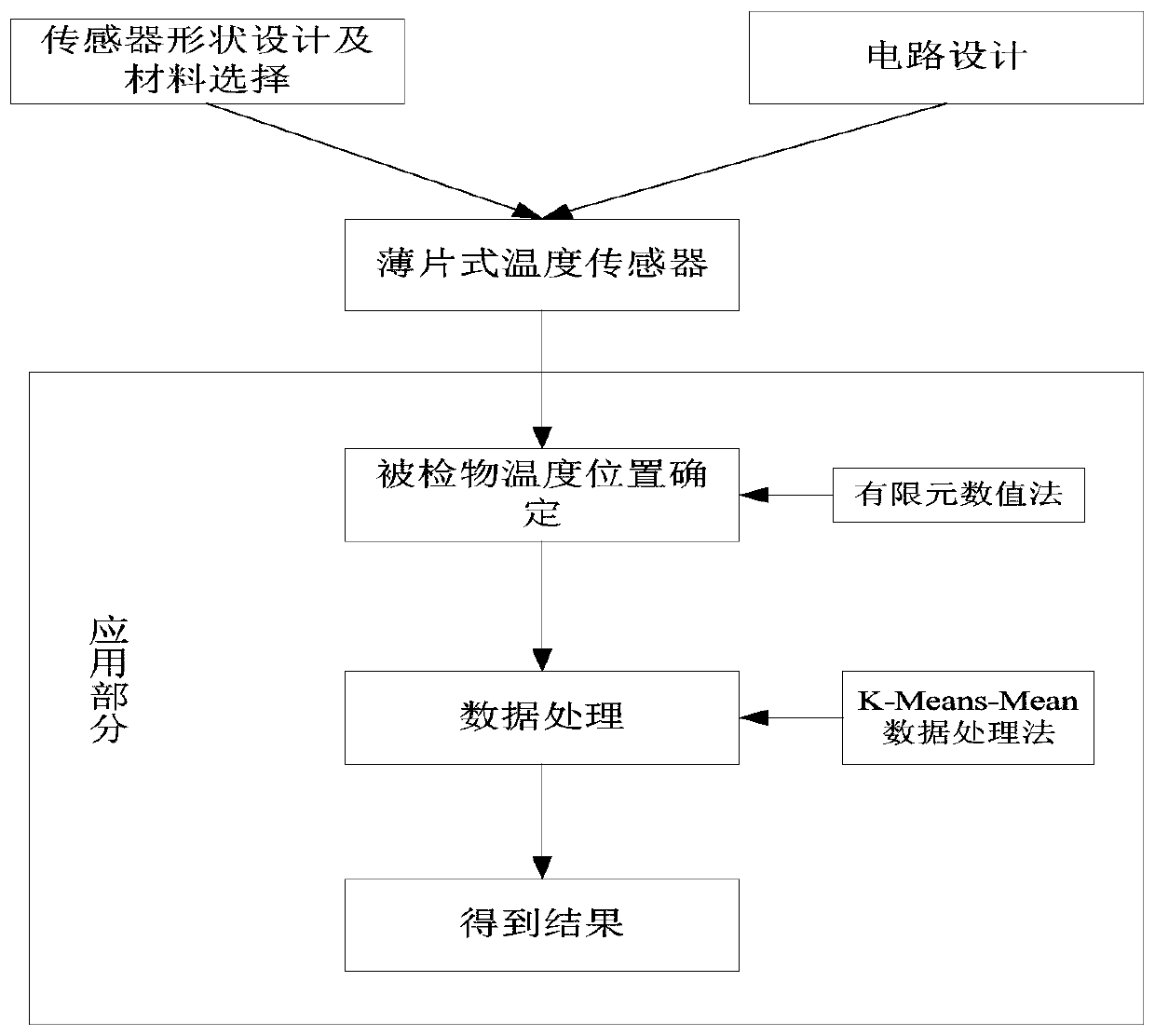
[0121] like figure 1 as shown, figure 1 It is a schematic diagram of the overall framework of this embodiment. This embodiment includes a sheet temperature sensor part and its application part. The sheet temperature sensor part includes sensor shape design, material selection and circuit design; the application part includes determination of the temperature position of the measured object and data processing.
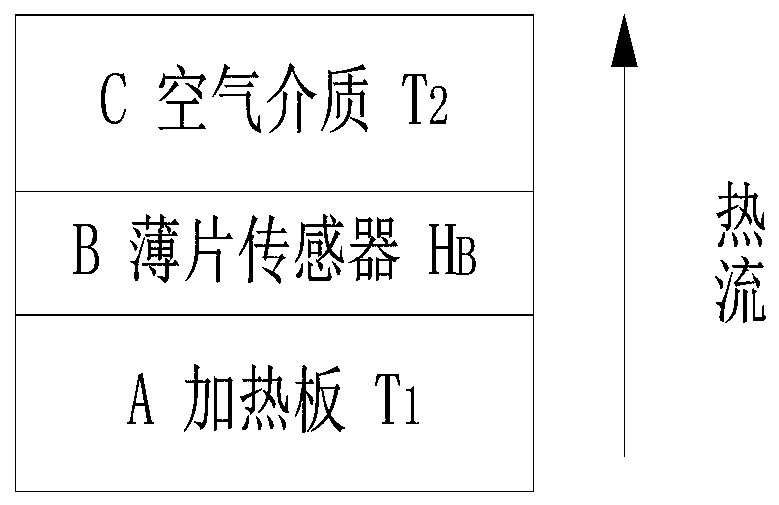
[0122] like figure 2 as shown, figure 2 It is a schematic diagram of the principle of measuring the thermal conductivity of an object by the steady-state plate method (unit: mm). A is the heating plate, the temper...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More