High-thermal-conductivity graphite film vapor chamber and preparation method thereof
A high thermal conductivity graphite and vapor chamber technology, which is applied in chemical instruments and methods, lamination, coating, etc., can solve the problems of complex processing procedures of vapor chamber structure, vapor chamber coolant return resistance, and high requirements for production equipment , to achieve the effect of light weight, good thermal conductivity, and meet the heat dissipation requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0070] A preparation method of a high thermal conductivity graphite film vapor chamber is characterized in that it specifically comprises the following steps:
[0071] Step S1: preparation of laminated board 3;
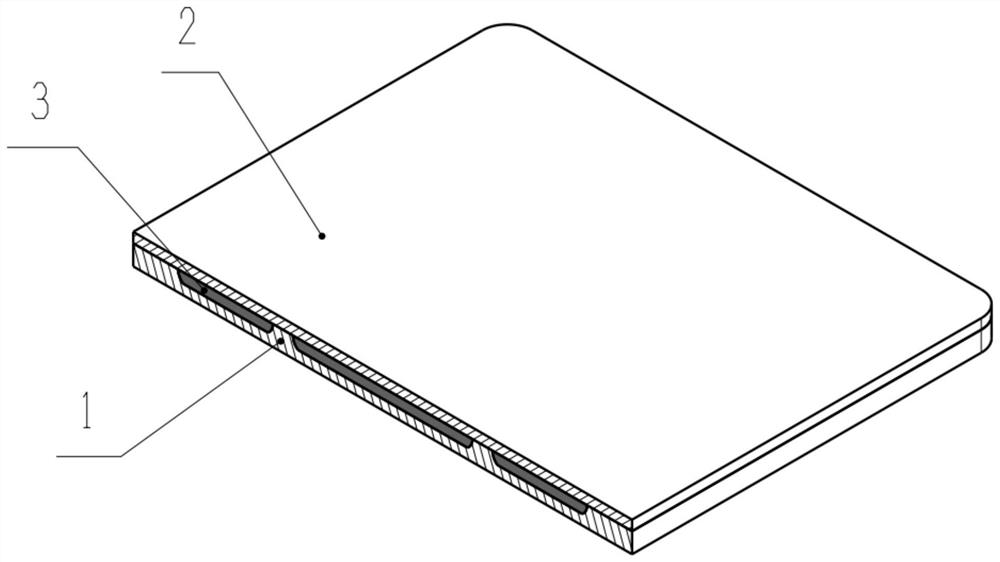
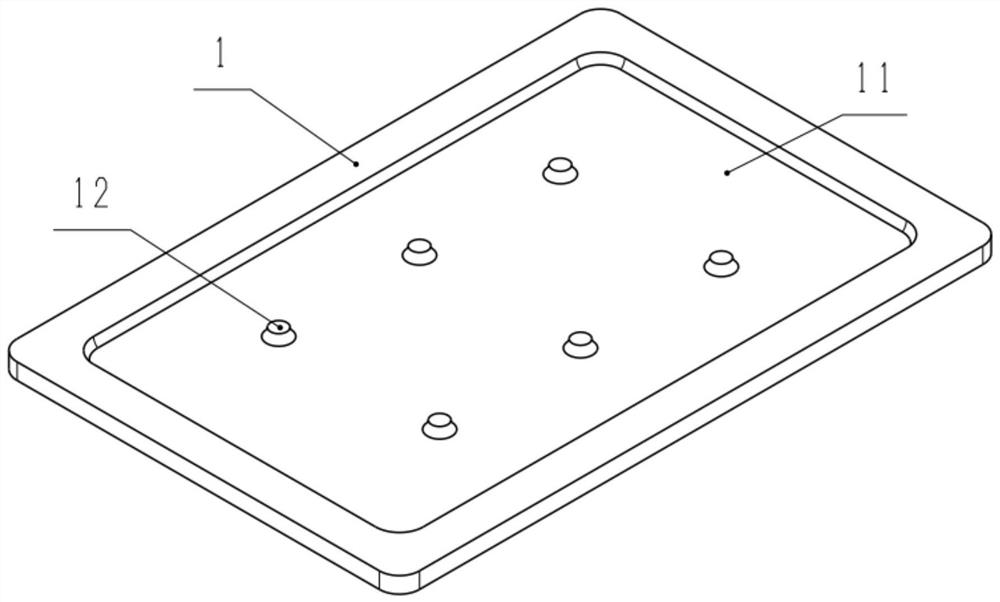
[0072] Step S2: Install the laminated board 3 in the installation groove 11, and assemble the upper cover 2, the laminated board 3, and the lower cover 1;
[0073] Step S3: Put the assembled blank in a vacuum diffusion welding furnace for welding to complete the preparation.
[0074] In some possible implementations,
[0075] The step S1 specifically includes the following steps:
[0076] Step S11: cleaning and assembling of graphite film and transition layer;
[0077] Step S12: stacking graphite film-transition layer-graphite film; and placing it in a vacuum hot-press furnace to obtain a laminated plate 3 .
[0078] In some possible implementations,
[0079] The step S11 specifically includes the following steps:
[0080] Place the graphite film and the transit...
Embodiment 1
[0096] In this embodiment, the transition layer is made of metal copper sheet; the laminated board and the vapor chamber are prepared by the diffusion welding process;
[0097] Among them, when preparing the laminated board, the vacuum degree of the vacuum hot pressing furnace is 6×10 -3 Pa, the diffusion welding temperature is 800°C, the diffusion welding pressure is 7.0Mpa, the holding time is 30min, and the welding is completed;
[0098] When preparing the vapor chamber, the vacuum degree is 0.9×10 -2 Pa, use a heating rate of 8°C / min to heat the temperature in the vacuum diffusion welding furnace to 560°C and keep it warm for 1.5 hours; Stop pressurization; stop heating and heat preservation, wait for the vacuum diffusion welding furnace to cool down to room temperature, take out the workpiece; carry out finishing and surface treatment on the workpiece to complete the preparation.
Embodiment 2
[0100] In the present embodiment, the transition layer adopts copper plating on the surface of the graphite film, which can be selected from electroplating, electroless plating, ion plating, evaporation, sputtering or vapor deposition; Vapor plate preparation;
[0101] Among them, when preparing the laminated board, the vacuum degree of the vacuum hot pressing furnace is 5 × 10 -3 Pa, the diffusion welding temperature is 800°C, the diffusion welding pressure is 6.8Mpa, the holding time is 20min, and the welding is completed;
[0102] When preparing the uniform temperature plate, the vacuum degree is 0.8×10 -2 Pa, use a heating rate of 5°C / min to heat the temperature in the vacuum diffusion welding furnace to 520°C and keep it warm for 0.5 hours; Stop pressurization; stop heating and heat preservation, wait for the vacuum diffusion welding furnace to cool down to room temperature, take out the workpiece; carry out finishing and surface treatment on the workpiece to complete t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface smoothness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More