Low-density PPE composite material and a preparation method and application thereof
A composite material and low-density technology, applied in the field of low-density PPE composite materials and their preparation, can solve the problems of high density of PPE composite materials, and achieve the effects of obvious heat resistance, good heat resistance and low density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
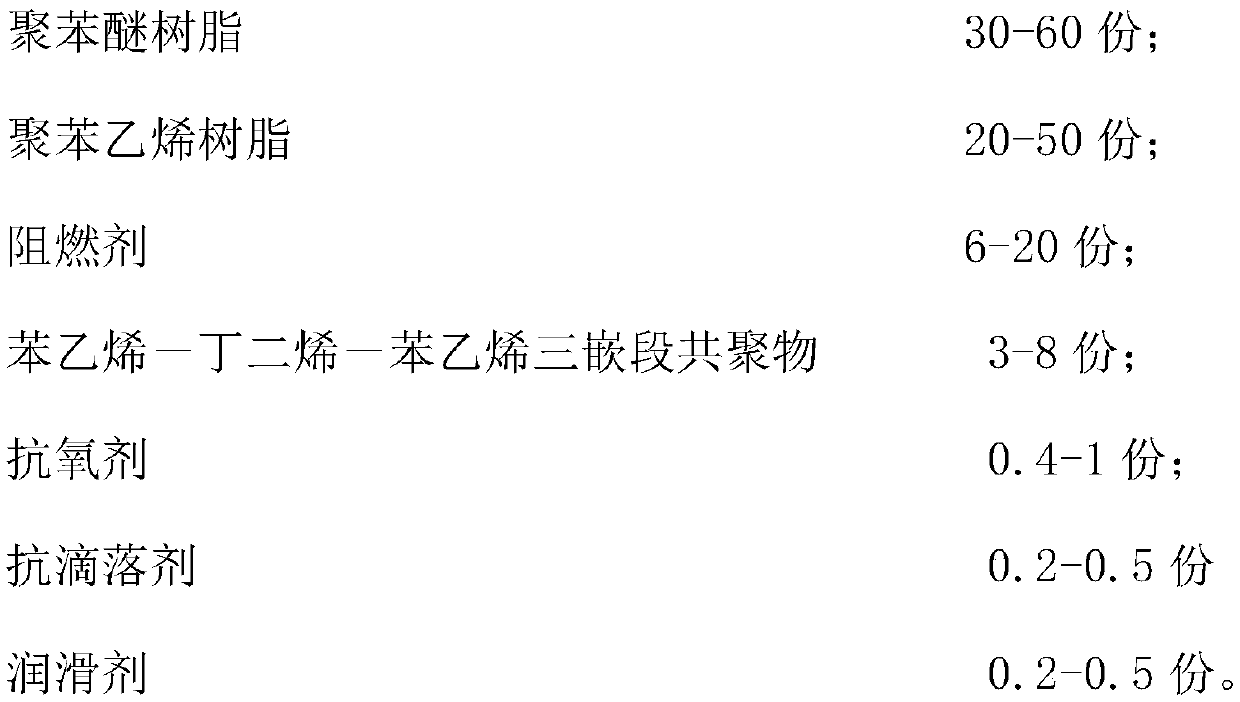
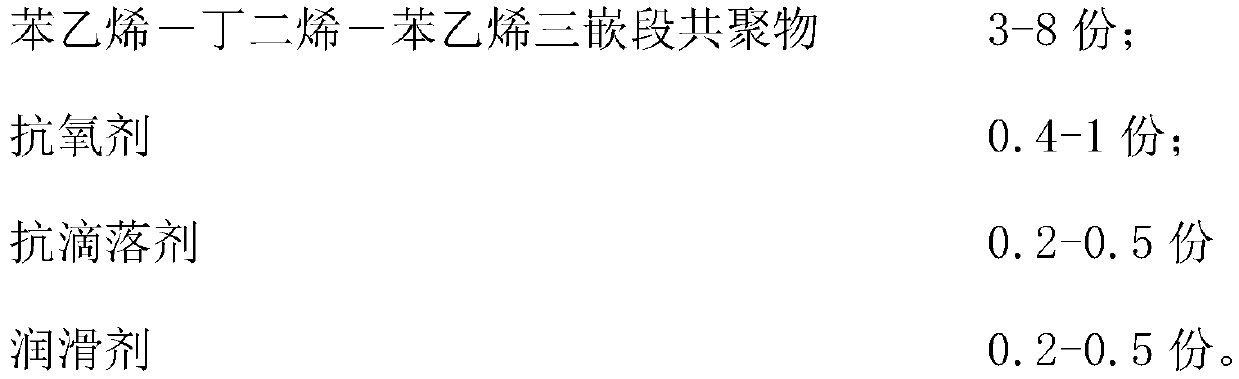
[0024] A kind of low-density PPE composite material is made by raw material composition, and this composite material is prepared by following component weight percentage:
[0025]
[0026] The preparation method of low-density PPE composite material, the steps are as follows:
[0027] (1) Mix polyphenylene ether resin, impact-resistant polystyrene, flame retardant, styrene-butadiene-styrene triblock copolymer, anti-dripping agent, antioxidant, and lubricant to obtain mixture;
[0028] (2) Put the obtained mixture into a twin-screw extruder for melt extrusion and granulation to obtain a composite material.
[0029] Wherein the barrel temperature of the twin-screw extruder is 230°C, the screw speed is 400rpm, and the water passing distance is 1m.
[0030] A kind of purposes of low-density PPE composite material, low-density PPE composite material is used for preparing battery component.
Embodiment 2
[0032] A kind of low-density PPE composite material is made by raw material composition, and this composite material is prepared by following component weight percentage:
[0033]
[0034] The preparation method of low-density PPE composite material, the steps are as follows:
[0035] (1) Mix polyphenylene ether resin, impact-resistant polystyrene, flame retardant, styrene-butadiene-styrene triblock copolymer, anti-dripping agent, antioxidant, and lubricant to obtain mixture;
[0036] (2) Put the obtained mixture into a twin-screw extruder for melt extrusion and granulation to obtain a composite material.
[0037] Wherein the barrel temperature of the twin-screw extruder is 240°C, the screw speed is 400rpm, and the water passing distance is 1m.
[0038] A kind of purposes of low-density PPE composite material, low-density PPE composite material is used for preparing battery component.
Embodiment 3
[0040] A kind of low-density PPE composite material is made by raw material composition, and this composite material is prepared by following component weight percentage:
[0041]
[0042] The preparation method of low-density PPE composite material, the steps are as follows:
[0043] (1) Mix polyphenylene ether resin, impact-resistant polystyrene, flame retardant, styrene-butadiene-styrene triblock copolymer, anti-dripping agent, antioxidant, and lubricant to obtain mixture;
[0044] (2) Put the obtained mixture into a twin-screw extruder for melt extrusion and granulation to obtain a composite material.
[0045] Wherein the barrel temperature of the twin-screw extruder is 250°C, the screw speed is 450rpm, and the water passing distance is 1m.
[0046] A kind of purposes of low-density PPE composite material, low-density PPE composite material is used for preparing battery component.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com