

Disk type stator iron core welding method
A stator core and welding method technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems affecting the performance or life of a disc motor, noise of the disc motor, and uneven winding of the stator core of the disc motor. and other problems, to achieve effective fool-proof tooling and special equipment, ensure welding quality and flatness, and achieve the effect of process stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
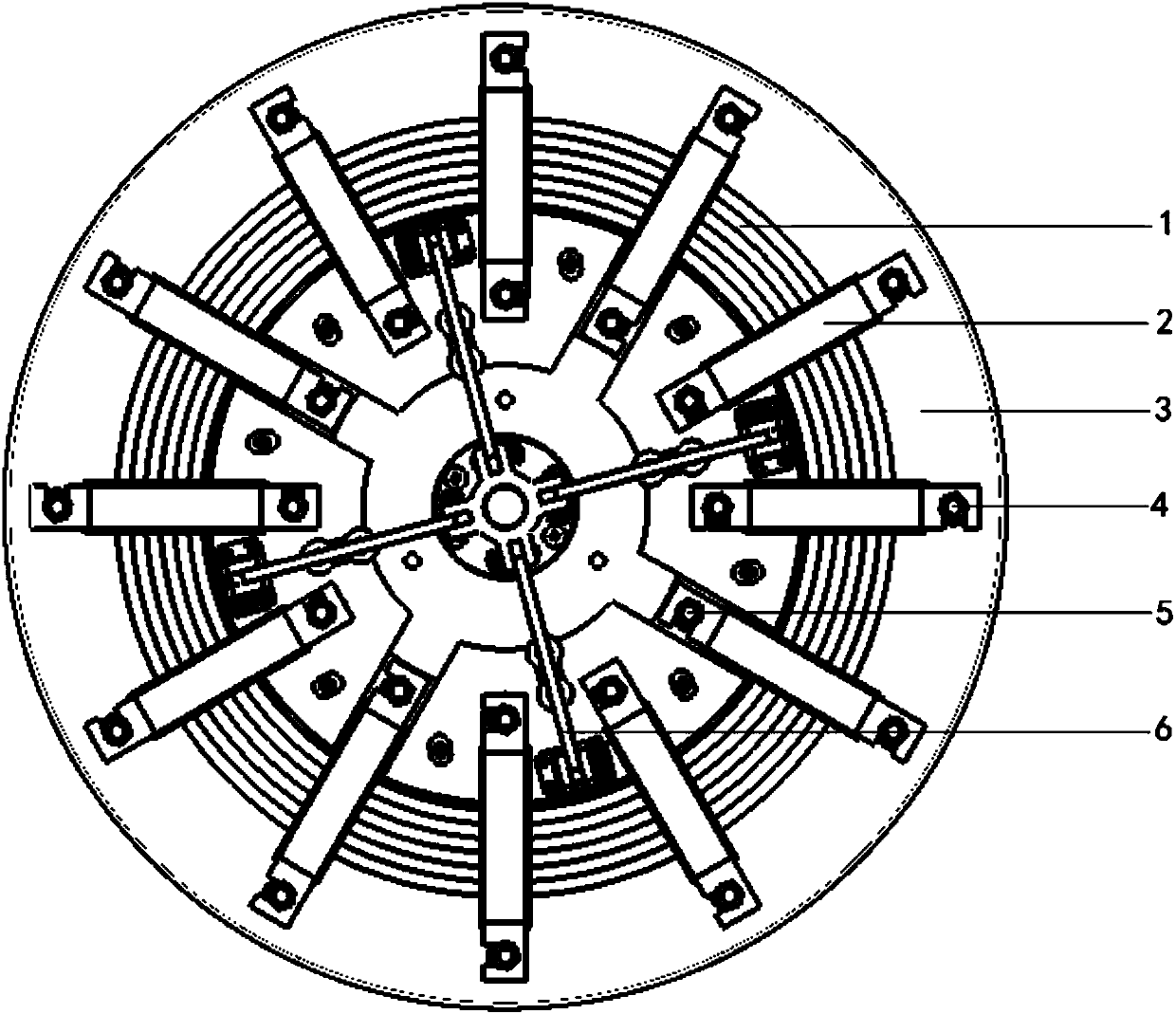
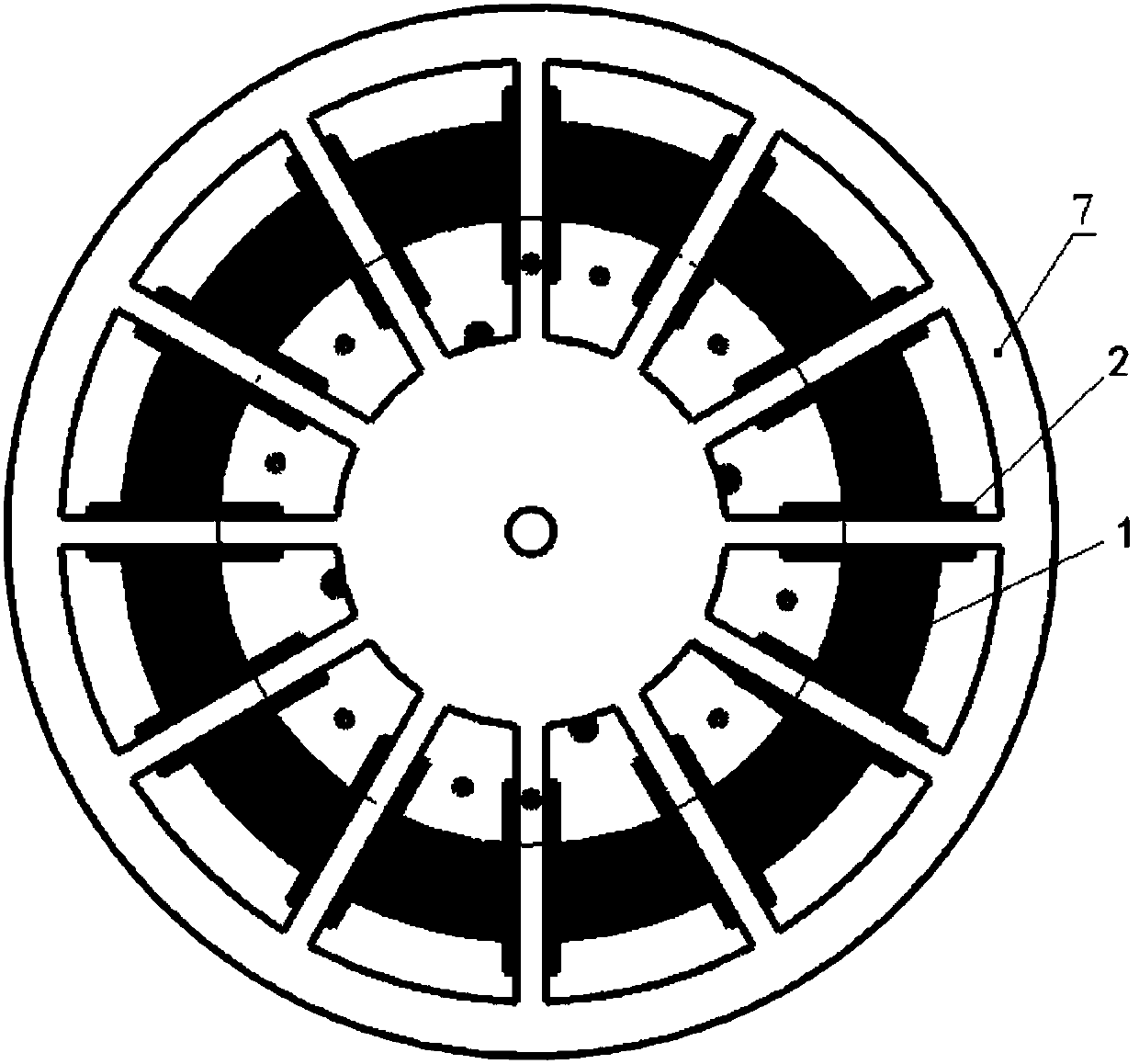
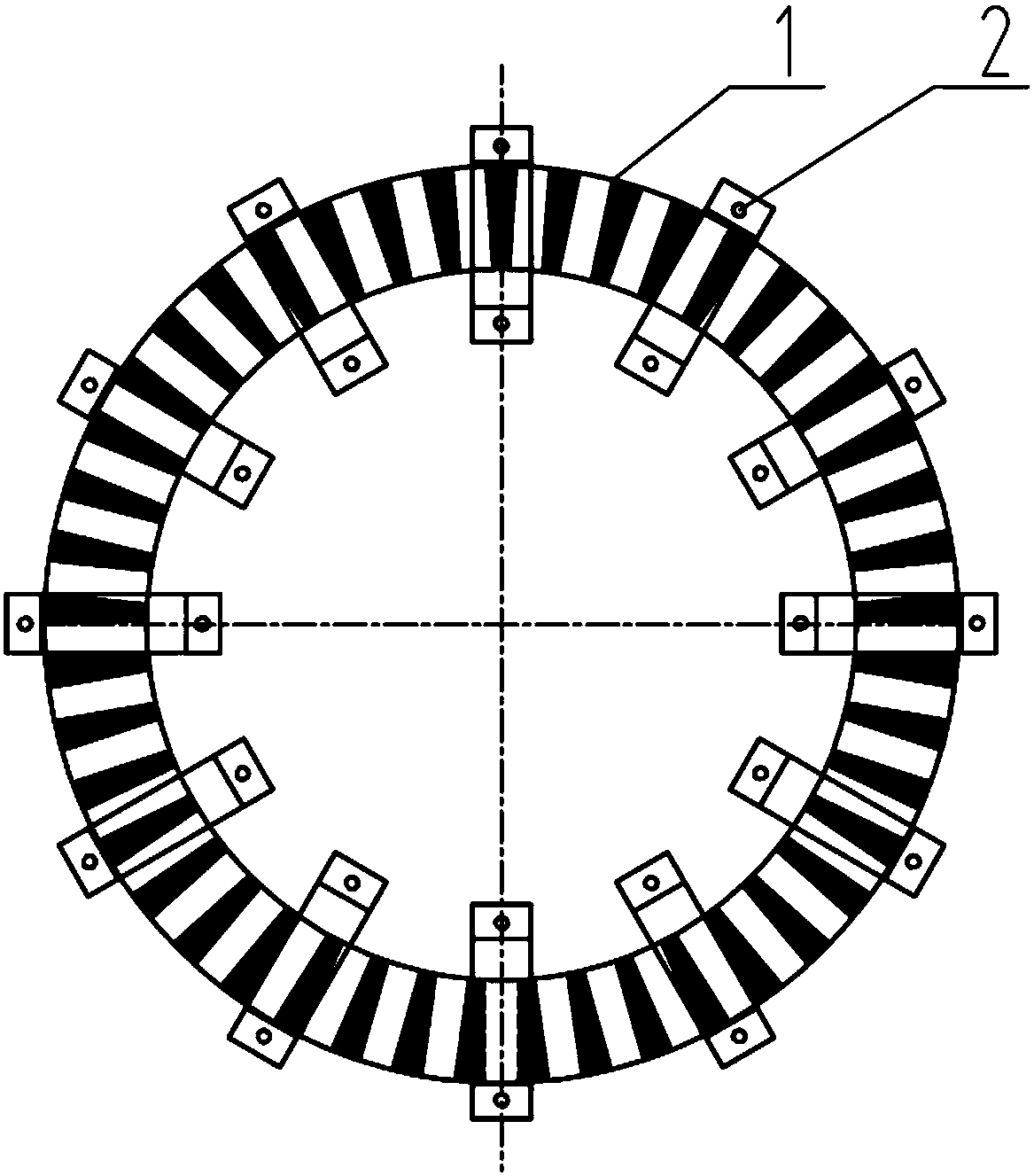
[0029] A disc type stator core welding method by utilizing a welding device such as figure 1 , 2 As shown, the welding device includes a disc-shaped welding platform 3 with a round hole in the middle, a supporting circle assembly 6 matched with the welding platform 3, and an integral locking and pressing assembly 7. The welding platform 3 is provided with a positioning cone 4 and a connecting plate The positioning column 5 and the surface of the welding platform 3 have an inclination of 0.5-5° from the center to the outside, and the overall locking and pressing assembly 7 is in the shape of a steering wheel, and has the same inclination as the surface of the welding platform 3 from the center to the outside. The positioning cones 4 are arranged on the welding platform 3 in a ring shape, the diameter of the ring is the maximum value of the outer circle of the stator core, and the shape of the positioning cones 4 is conical. The connecting plate positioning columns 5 are arrang...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More