

Production method of high-strength steel
A production method and high-strength steel technology, applied in the field of steel rolling, can solve problems such as increased iron sheet adhesion, cold-rolled color difference defects, customer troubles, etc., to achieve the effect of reducing the incidence of color difference defects and improving the surface quality of products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
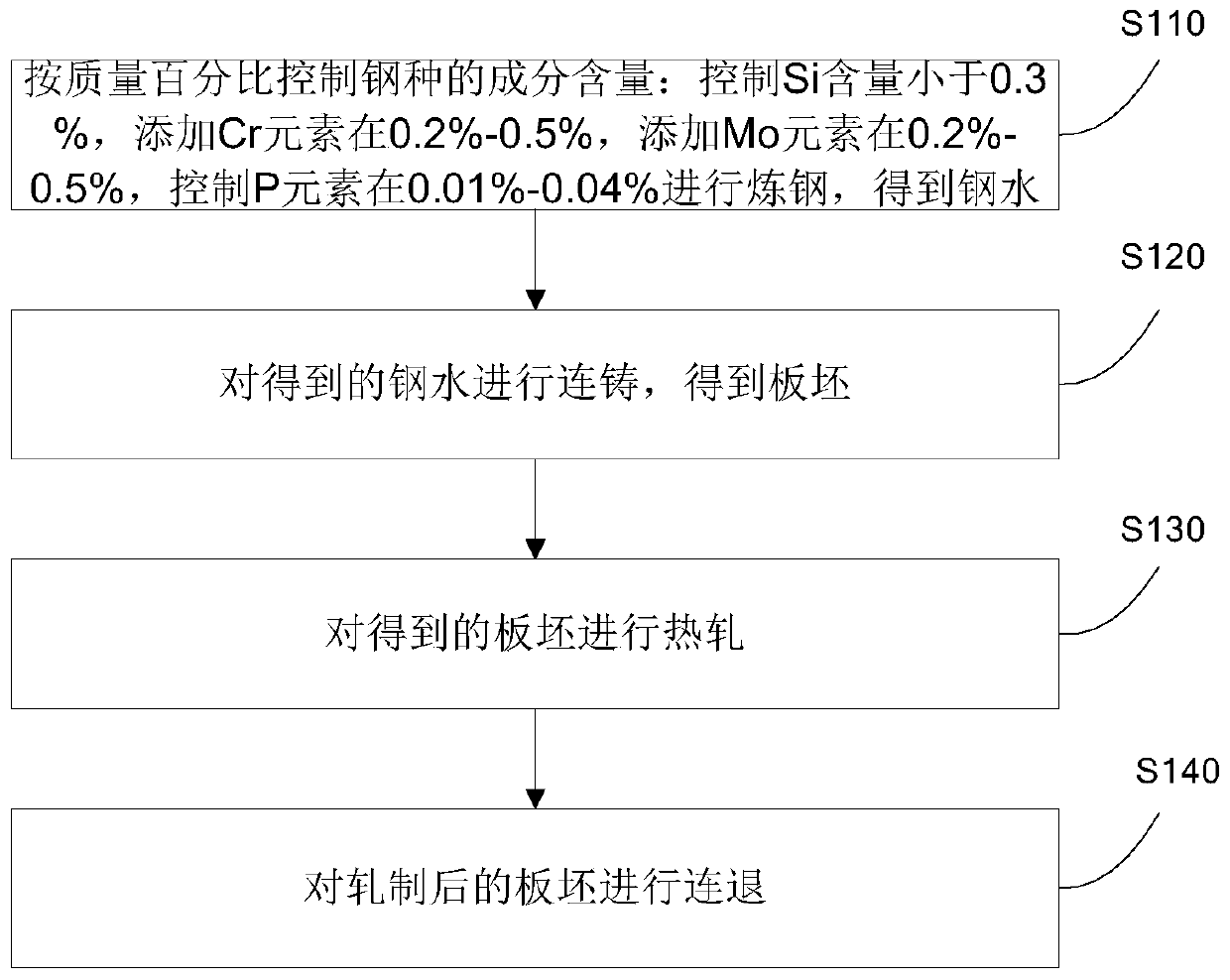
[0053] The steel composition design is shown in Table 1 below. The composition design only adopts the Si-Cr-Mo composition system. The Si element content is as high as 0.2%, the Cr element is controlled at 0.5%, and the Mo element is controlled at 0.2%. At the same time, an appropriate amount of P element is added to 0.03 %, the formulated hot rolling process route is shown in Table 2 below. The temperature of the hot rolling out of the furnace is controlled at 1180°C, and the time in the furnace is controlled at 170min. The finish rolling adopts double-pass descaling, the finish rolling inlet temperature is 1000°C, and the cooling water ratio between the three stands before the finish rolling is 50%. The opening ratio of roll gap water reaches 80%. At the same time, the rolling lubrication process was put into use, and the final rolling temperature was controlled at 910°C. The coiling adopts the front-end intensive cooling mode, the coiling temperature is controlled at 580°C...
Embodiment 2
[0059] The steel composition design is shown in Table 3 below. The composition design only adopts the Si-Cr-Mo composition system. The Si element content is as high as 0.2%, the Cr element is controlled at 0.2%, and the Mo element is controlled at 0.5%. At the same time, an appropriate amount of P element is added to 0.02 %, the formulated hot rolling process route is shown in Table 4 below. The temperature of the hot rolling out of the furnace is controlled at 1190°C, and the time in the furnace is controlled at 180min. The finishing rolling adopts double-pass descaling, the finishing rolling inlet temperature is 990°C, and the cooling water ratio between the three stands before the finishing rolling is 50%. The opening ratio of roll gap water reaches 80%. At the same time, the rolling lubrication process was put into use, and the final rolling temperature was controlled at 900°C. The coiling adopts the front-end ultra-fast cooling mode, the coiling temperature is controlled...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More