

Non-preheating gas protection welding method for EH36 high-strength steel thick plate
A gas shielded welding and high-strength steel technology, applied in welding equipment, welding medium, welding equipment and other directions, can solve the problems of high restraint, high production cost, high cooling speed, etc., to avoid pre-welding preheating process, shorten the Production cycle, the effect of ensuring the quality of the weld
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0040] This embodiment discloses a non-preheating gas shielded welding method in which the welding plate is a thick plate of EH36 high-strength steel, wherein the thickness of the thick plate of EH36 high-strength steel is less than or equal to 64mm, specifically including the following steps:
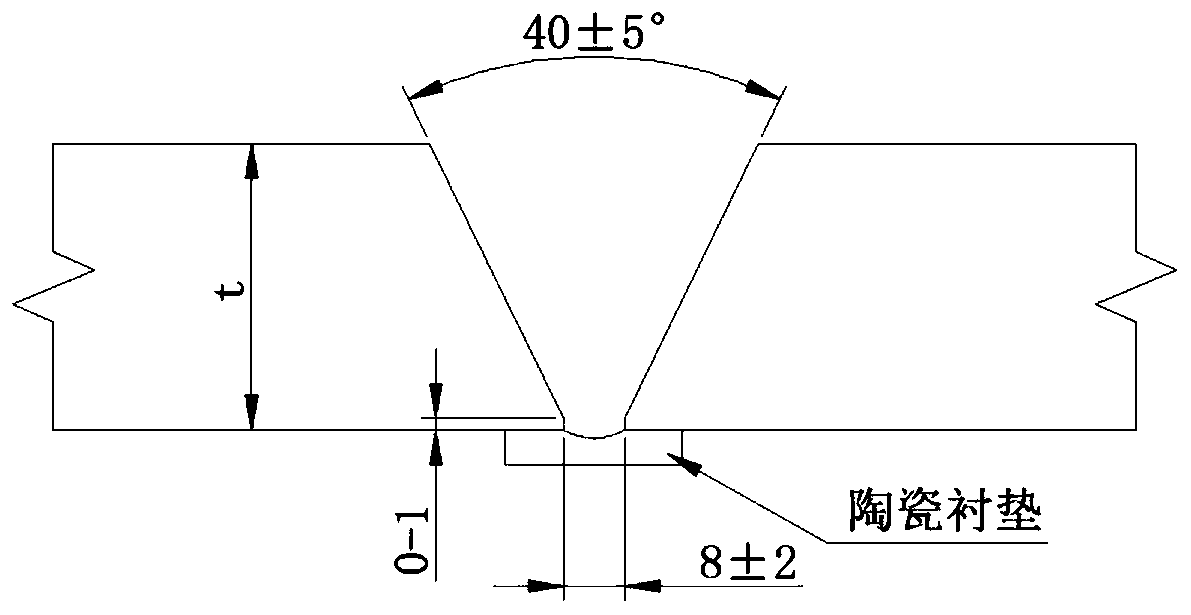
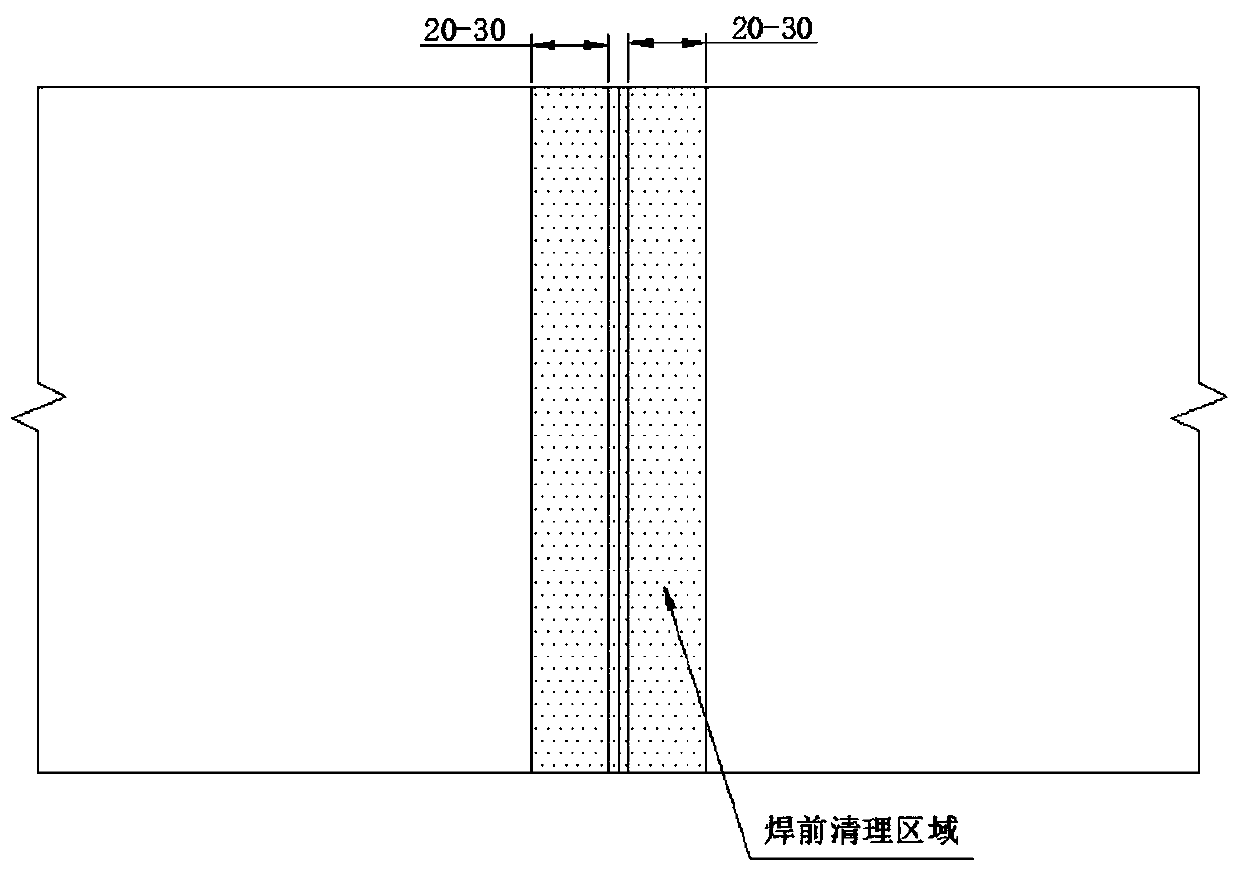
[0041] Step 1: Process a V-shaped welding groove at the welding place of the EH36 high-strength steel plate. The corresponding parameters of the V-shaped welding groove are: the groove angle is 35°~45°, the blunt edge is 0~1mm, the root gap 6-10mm; After processing, the oxide layer on the V-shaped welding groove surface and the impurities within 20-30mm around the V-shaped welding groove (including the oxide layer, rust, moisture or other impurities at the groove) Clean up to prevent the impurities near the V-shaped welding groove from being welded into the weld during the welding process, which will easily cause welding defects such as cracks, pores, and slag inclusions;
[0042] The ...
Embodiment 2
[0070] This embodiment discloses a non-preheating gas shielded welding method for thick plates whose welding plate is EH36 high-strength steel with a thickness less than or equal to 64mm, specifically including the following steps:
[0071] Step 1: Process a V-shaped welding groove at the welding place of the EH36 high-strength steel plate. The corresponding parameters of the V-shaped welding groove are: the groove angle is 35°-45°, the blunt edge is 1mm, and the root gap is 6 ~10mm; After processing, clean the oxide layer on the V-shaped welding groove surface and the impurities within 20-30mm around the V-shaped welding groove (including the oxide layer, rust, moisture or other impurities at the groove) , in order to prevent the impurities of the V-shaped welding groove attachment from being welded into the weld during the welding process, which is prone to cracks;
[0072] Among them, when processing the V-shaped welding groove, it can be processed by flame cutting, plasma ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More