Aluminum alloy special-shaped structural part drilling and repair welding method
A technology of aluminum alloy and structural parts, which is applied in the field of drilling and repair welding of aluminum alloy special-shaped structural parts, which can solve the problems of affecting the performance of the whole product, consuming manpower, time and cost, and large internal stress of welds, etc., and achieves huge economic effects and social value, guarantee the qualified rate of welding, and improve the effect of repaired welding qualified rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
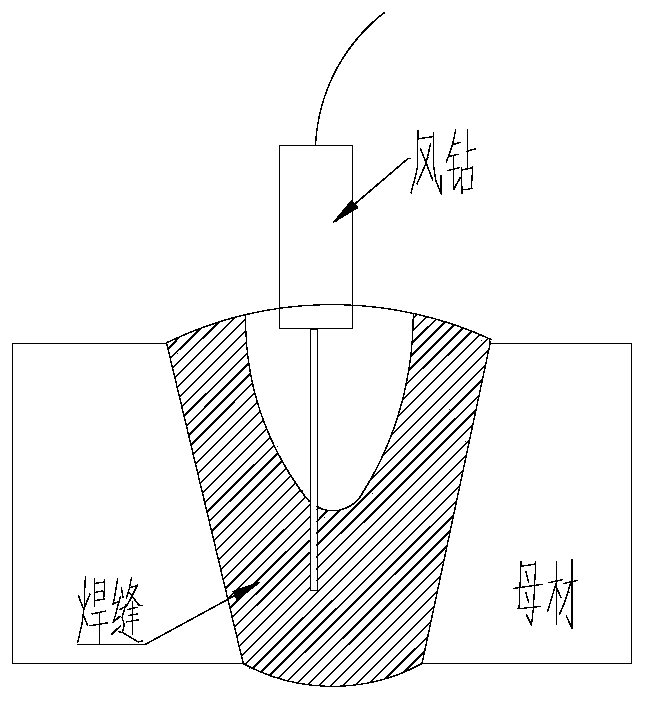
[0024] Drilling repair welding of the present invention is to continue to drill a blind hole or a through hole with a drill bit at the defect position to eliminate the defect, and then perform repair welding . The diameter of the drilled hole is generally not greater than φ2.0mm. This method is suitable for both single defects and continuous defects within a unit length. The main operation process includes: defect excavation, defect location, drilling at the defect, confirmation of whether the defect is eliminated, repair hole cleaning, preheating of the repair welding area, implementation of repair welding, post-heating of the repair welding area, weld rest, and X-ray perspective. in:
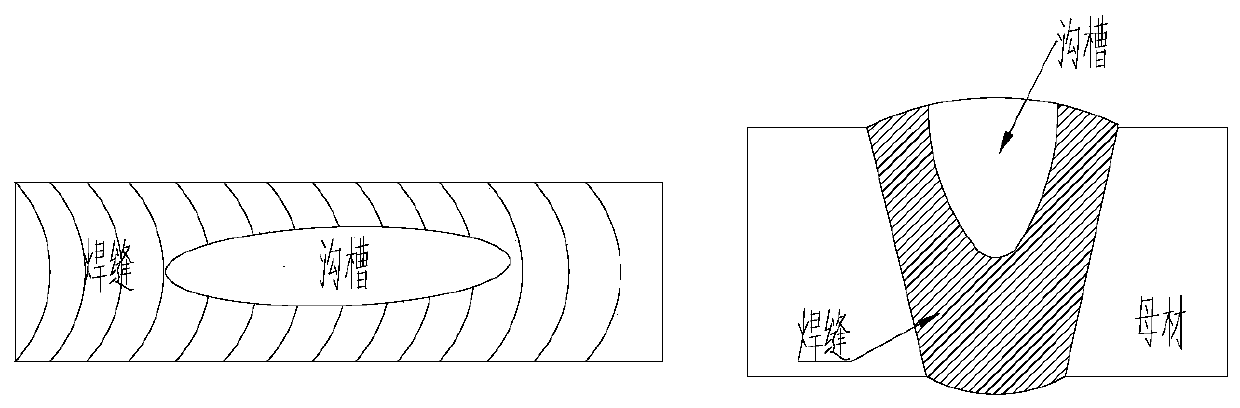
[0025] 1. Defect excavation
[0026] Pneumatic ф60R milling cutter is used to excavate the defect position of the weld seam. The length of the trench excavation and excavation at both ends should exceed the position of both ends of the defect by more than 20mm. The width of the groove should...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More