Method for independent heating of high-temperature alloy master alloy pouring mold group and splitter plate
A technology of superalloy and shunt plate, which is used in metal processing equipment, equipment for feeding molten metal into casting molds, and manufacturing tools, etc. problems such as low temperature, to achieve the effect of improving purity, reducing macrosegregation, and shortening the solidification process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
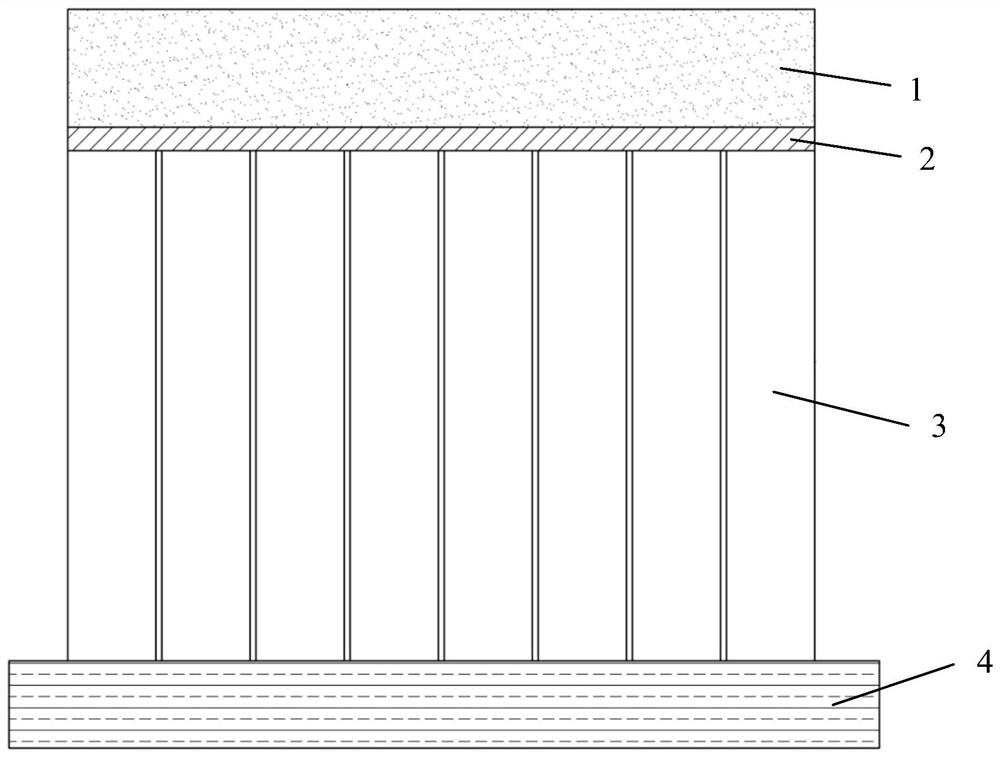
[0027] A method for independently heating a mold set for pouring a high-temperature alloy master alloy and a diverter plate, comprising the following steps:
[0028] (1) Diverter tray preparation: first check the appearance quality of the diverter tray, select a diverter tray without damage and cracks; secondly measure the size of the diversion hole at the bottom of the diversion tray, and further expand the diversion hole with a smaller diameter until the hole diameter meets the requirements; finally Grind the inner and outer surfaces of the diverter plate, and use it after purging and cleaning;
[0029] (2) Mold tube preparation: first straighten the mold tube, measure the inner diameter, outer diameter, wall thickness and length of the mold tube after the straightening is completed, and select the mold tube that meets the requirements; secondly, carry out the internal and external surface of the mold tube that meets the requirements Cleaning, check the smoothness of the inn...
Embodiment 2
[0037] A method for independently heating a mold set for pouring a high-temperature alloy master alloy and a diverter plate, comprising the following steps:
[0038] (1) Diverter tray preparation: first check the appearance quality of the diverter tray, select a diverter tray without damage and cracks; secondly measure the size of the diversion hole at the bottom of the diversion tray, and further expand the diversion hole with a smaller diameter until the hole diameter meets the requirements; finally Grind the inner and outer surfaces of the diverter plate, and use it after purging and cleaning;
[0039](2) Mold tube preparation: first straighten the mold tube, measure the inner diameter, outer diameter, wall thickness and length of the mold tube after the straightening is completed, and select the mold tube that meets the requirements; secondly, carry out the internal and external surface of the mold tube that meets the requirements Cleaning, check the smoothness of the inne...
Embodiment 3
[0047] A method for independently heating a mold set for pouring a high-temperature alloy master alloy and a diverter plate, comprising the following steps:
[0048] (1) Diverter tray preparation: first check the appearance quality of the diverter tray, select a diverter tray without damage and cracks; secondly measure the size of the diversion hole at the bottom of the diversion tray, and further expand the diversion hole with a smaller diameter until the hole diameter meets the requirements; finally Grind the inner and outer surfaces of the diverter plate, and use it after purging and cleaning;
[0049] (2) Mold tube preparation: first straighten the mold tube, measure the inner diameter, outer diameter, wall thickness and length of the mold tube after the straightening is completed, and select the mold tube that meets the requirements; secondly, carry out the internal and external surface of the mold tube that meets the requirements Cleaning, check the smoothness of the inn...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More