

A kind of optical curve grinding wheel and its preparation method
An optical curve grinding and grinding wheel technology, which is applied in the direction of grinding/polishing equipment, abrasives, grinding devices, etc., can solve the problems of inability to carry out batch production of chamfering grinding wheels, unstable performance, and changes in grinding performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
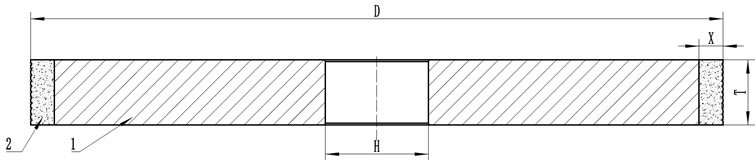
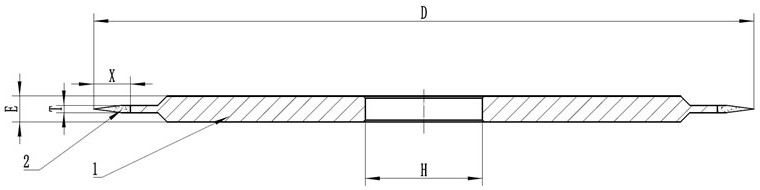
[0033] like image 3 As shown, an optical curve grinding wheel includes a stainless steel substrate 1 and an abrasive layer 2, wherein the abrasive layer 2 includes abrasive materials and a metal bond, and is specifically composed of the following raw materials in parts by weight: 35 parts of copper powder, tin powder 25 parts, silver powder 10 parts, cubic boron nitride 30 parts (400 mesh).
[0034] The thickness of the abrasive layer 2 is lower than that of the substrate 1, and the edge of the abrasive layer 2 is designed with sharp corners, which is more convenient for dressing the chamfering grinding wheel. In the present invention, the emery wheel model that adopts is 14E1 , where: D represents the diameter of the grinding wheel, T represents the thickness of the abrasive layer, H represents the diameter of the inner hole of the grinding wheel, E represents the total thickness of the grinding wheel substrate, and X represents the width of the abrasive layer.
[0035] T...
Embodiment 2
[0044] For the optical curve grinding wheel provided in this embodiment, compared with Embodiment 1, the formulation of the abrasive layer is adjusted as follows:
[0045] The abrasive layer is composed of the following raw materials in parts by weight: 30 parts of copper, 25 parts of tin, 5 parts of silver powder, and 40 parts of cubic boron nitride; the mesh size of the cubic boron nitride is 280 mesh.
[0046]Compared with the preparation method of the optical curve grinding wheel in Example 1, the preparation parameters of the adjusted part are as follows:
[0047] Step 1) Take 5 parts of copper powder, 5 parts of silver powder, 40 parts of abrasive, and the mixing time of the abrasive layer in the three-dimensional mixer is 20h;
[0048] Step 4) in a heat resistant steel mold at 2500kg / cm 2 pressure to suppress;
[0049] Step 5) In a twin-body hot pressing sintering furnace, the temperature is raised to 500°C at a rate of 100°C / h, and the temperature is maintained for 2...
Embodiment 3
[0051] Compared with Example 1, the optical curve grinding wheel provided by the present embodiment adjusts the formulation of the abrasive layer as follows:
[0052] The abrasive layer is made of the following raw materials by weight: 33 parts of copper, 26 parts of tin, 6 parts of silver powder, and 35 parts of cubic boron nitride; the cubic boron nitride mesh number is 400 meshes.
[0053] Compared with the preparation method of the optical curve grinding wheel in Example 1, the preparation parameters of the adjusted part are as follows:
[0054] Step 1) Take 3 parts of copper powder, 6 parts of silver powder, 35 parts of abrasive, and the mixing time of the abrasive layer in the three-dimensional mixer is 10h;
[0055] Step 4) in a heat-resistant steel mold at 2000kg / cm 2 pressure to suppress;
[0056] Step 5) The temperature is raised to 450°C at a rate of 100°C / h in a twin-body hot pressing sintering furnace and kept for 1.5h.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More