

Laser wire feeding welding method for aluminum-silicon-coated hot formed steel
A welding method and technology for hot forming steel, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of lack of non-destructive testing methods for joints, reduce joint quality, etc., to solve surface collapse, improve mechanical properties, simplify The effect of the process flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] The laser wire-feed welding method of the aluminum-silicon-coated thermoformed steel of this embodiment includes:
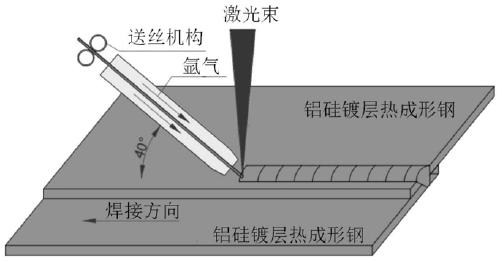
[0029] The aluminum-silicon-coated hot-formed steel pre-treated according to the figure 1 Assembled as shown to form a lap joint, the length of the lap is 5 mm, and the gap between the laps is 0.1 mm. Under the condition of filling welding wire, the aluminum-silicon-coated thermoforming steel is lapped by laser wire feeding process. The welding wire is ER110S-G high-strength steel welding wire with a diameter of 1.2mm. is 40°. The incident angle of the laser is 85°.
[0030] In the laser wire feeding process, the welding process parameters are: the laser power is 2kW, the welding speed is 1m / min, and the wire feeding speed is 0.7m / min. When argon is used for protection, the flow rate of argon is 15L / min.
[0031] After welding, it was observed that the entire weld was in good shape, without spatter, and it was a fully-penetrated weld. The center of th...
Embodiment 2
[0033] The laser wire-feed welding method of the aluminum-silicon-coated thermoformed steel of this embodiment includes:
[0034] The aluminum-silicon-coated hot-formed steel pre-treated according to the figure 1 Assembled as shown to form a lap joint, the length of the lap is 5 mm, and the gap between the laps is 0.1 mm. Under the condition of filling welding wire, the aluminum-silicon-coated thermoforming steel is lapped by laser wire feeding process. The welding wire is ER110S-G high-strength steel welding wire with a diameter of 1.2mm. is 40°. The incident angle of the laser is 85°.
[0035] In the laser wire feeding process, the welding process parameters are: the laser power is 2.5kW, the welding speed is 1.5m / min, and the wire feeding speed is 1.2m / min. When argon is used for protection, the flow rate of argon is 15L / min.
[0036]After welding, it was observed that the entire weld was in good shape, without spatter, and it was a fully-penetrated weld. The center of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More