

Selective laser melting additive manufacturing method and additive manufacturing device for manganese-copper alloy forming
A laser selective melting, manganese-copper alloy technology, applied in the field of additive manufacturing, can solve the problems of difficult forming process of additive manufacturing, easy volatilization of manganese to form holes and cracks, no forming quality, etc., to improve mechanical properties and damping performance, The effect of comprehensive mechanical properties and damping performance, good vibration reduction and damping performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0074] The injector damping ring of M2052 manganese-copper alloy is prepared by using the additive manufacturing device provided in the specific embodiment, and the content of each element in the M2052 manganin-copper alloy used is shown in the following table:
[0075] element mn Cu Ni Fe Impurities Content [wt%] 63.15 26.85 5.2 3.8 margin
[0076] The specific additive manufacturing process includes the following steps:
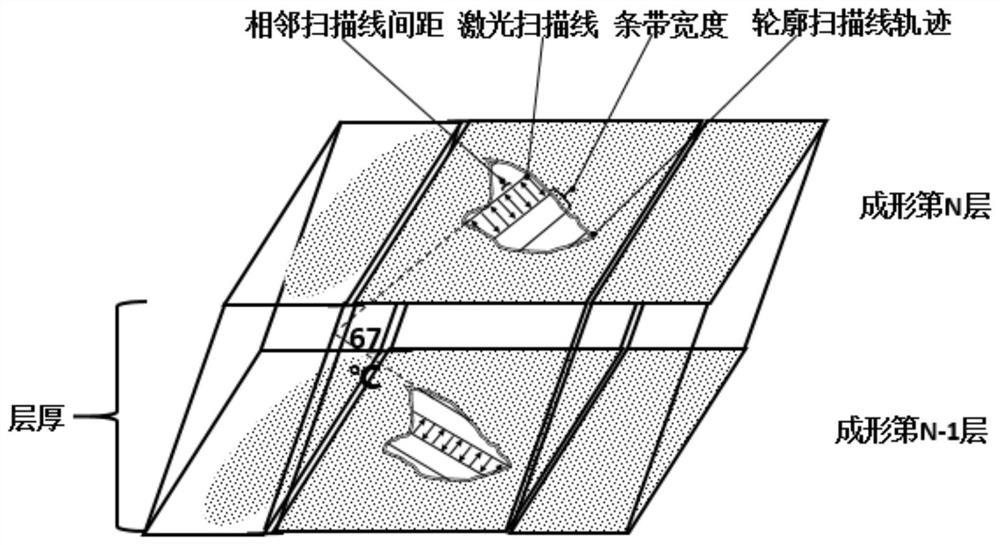
[0077] (1) Build a three-dimensional structural model of the target part, add an auxiliary support structure on the outer surface of the model, perform two-dimensional slice layering on the model, and import the model slice layer file into the additive manufacturing software to generate a slice scanning path;
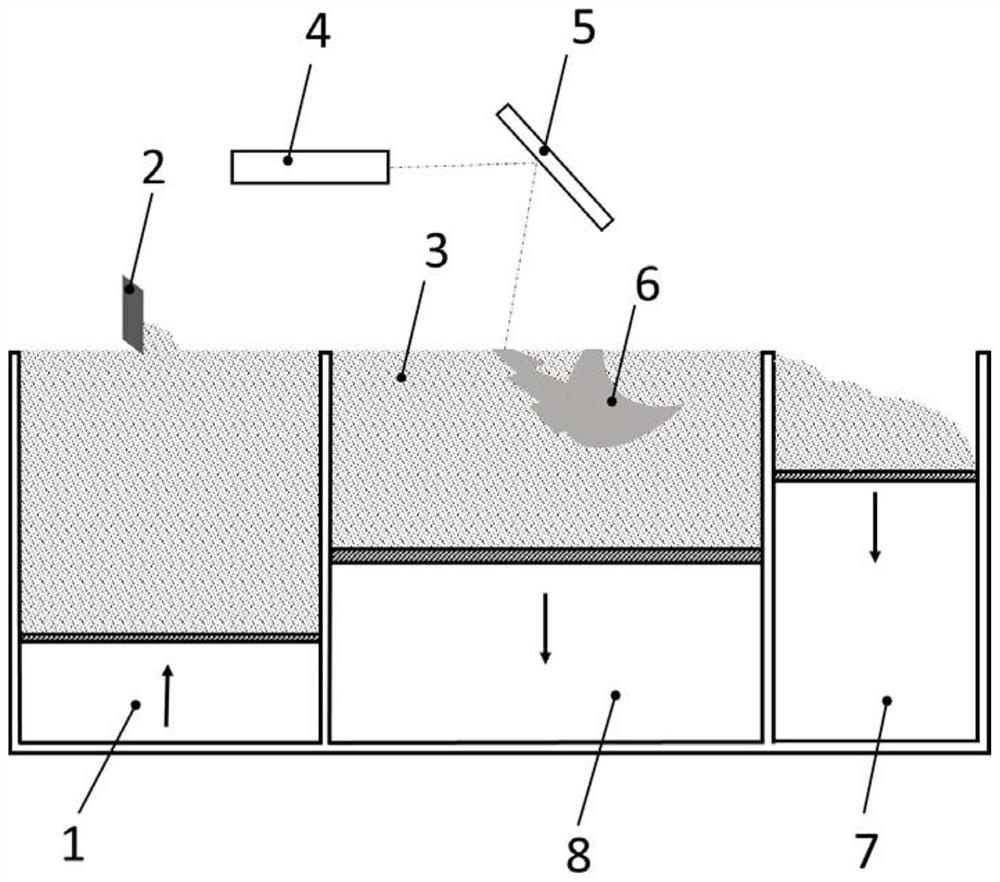
[0078] (2) The vertically movable partition in the powder supply cabin 1 moves up, and the M2052 manganese-copper alloy powder 3 stored in the powder supply cabin 1 is pushed out of the powder supply cabin 1. The av...
Embodiment 2
[0086] The injector damping ring of M2052 manganese-copper alloy is prepared by using the additive manufacturing device provided in the specific embodiment, and the content of each element in the M2052 manganin-copper alloy used is shown in the following table:
[0087] element mn Cu Ni Fe Impurities Content [wt%] 65.28 25.36 5.34 3.4 margin
[0088] The specific additive manufacturing process includes the following steps:
[0089] (1) Build a three-dimensional structural model of the target part, add an auxiliary support structure on the outer surface of the model, perform two-dimensional slice layering on the model, and import the model slice layer file into the additive manufacturing software to generate a slice scanning path;
[0090] (2) The vertically movable partition in the powder supply cabin 1 moves up, and the M2052 manganese-copper alloy powder 3 stored in the powder supply cabin 1 is pushed out of the powder supply cabin 1. The a...
Embodiment 3
[0098] The additive manufacturing device provided by the specific embodiment is used to prepare the submarine propeller of the M2052 manganese-copper alloy. The content of each element in the M2052 manganese-copper alloy used is shown in the following table:
[0099] element mn Cu Ni Fe Impurities Content [wt%] 71.32 20.45 5.2 2 margin
[0100] The specific additive manufacturing process includes the following steps:
[0101] (1) Build a three-dimensional structural model of the target part, add an auxiliary support structure on the outer surface of the model, perform two-dimensional slice layering on the model, and import the model slice layer file into the additive manufacturing software to generate a slice scanning path;
[0102] (2) The vertically movable partition in the powder supply cabin 1 moves up, and the M2052 manganese-copper alloy powder 3 stored in the powder supply cabin 1 is pushed out of the powder supply cabin 1. The average...
PUM
| Property | Measurement | Unit |
|---|---|---|
| bulk density | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More