Hot continuous rolling production control method in constant-gap organizing mode
A production control method, hot continuous rolling technology, applied in the direction of rolling mill control device, metal rolling, metal rolling, etc., can solve the problems of increased running time, no rolling line rhythm control, etc., to avoid scrap steel and accidents, production high efficiency effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
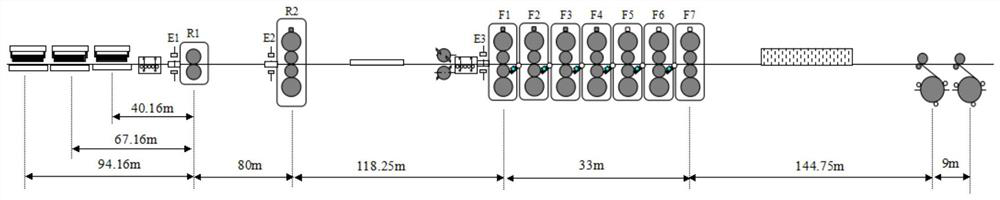
[0031] Example 1: 2 roughing mills in the 1780 production line, 3 passes each in R1 and R2, 7 finishing mills, and 2 coilers. The main equipment distance is as figure 1 Shown:
[0032] At a certain moment, this piece of steel is in the 1# furnace with a rolling specification of 3.45*1265, and the next piece of steel is in the 2# furnace with a rolling specification of 5.01*1300. The production method of constant gap tissue is as follows:
[0033]1) Determine the reference points of the main process equipment, heating furnace, R1 rolling mill, R2 rolling mill, F1, F2, F3, F4, F5, F6, F7 rolling mill, DC1 coiler pinch roll, the distance between the heating furnace and the R1 rolling mill, R1 Rolling mill to R2 rolling mill, R2 rolling mill to R3 rolling mill---Rb rolling mill to F1 rolling mill, F1 rolling mill to 1# coiler pinch roll spacing are 401600 / 671600 / 941600 (corresponding to 1# furnace, 2# furnace and 3 #furnace), 80000, 1182500, 5500, 5500, 5500, 5500, 5500, 5500, ...
Embodiment 2
[0059] Example 2: The 1780 production line has 2 roughing mills, R1 and R2 each rolled for 3 passes, 7 finishing mills, and 2 coilers. The main equipment distance is as figure 1 Shown:
[0060] At a certain moment, this piece of steel is in the 2# furnace with a rolling specification of 5.01*1300, and the next piece of steel is in the 3# furnace with a rolling specification of 7.07*1040. The production method of constant gap tissue is as follows:
[0061] 1) Determine the reference points of the main process equipment, heating furnace, R1 rolling mill, R2 rolling mill, F1, F2, F3, F4, F5, F6, F7 rolling mill, DC1 coiler pinch roll, the distance between the heating furnace and the R1 rolling mill, R1 Rolling mill to R2 rolling mill, R2 rolling mill to R3 rolling mill---Rb rolling mill to F1 rolling mill, F1 rolling mill to 1# coiler pinch roll spacing are 401600 / 671600 / 941600 (corresponding to 1# furnace, 2# furnace and 3 #furnace), 80000, 1182500, 5500, 5500, 5500, 5500, 55...
Embodiment 3
[0087] Example 3: 2 roughing mills in the 1780 production line, 3 passes each in R1 and R2, 7 finishing mills, and 2 coilers. The main equipment distance is as figure 1 Shown:
[0088] At a certain moment, this piece of steel is in the 3# furnace with a rolling specification of 7.07*1040, and the next piece of steel is in the 1# furnace with a rolling specification of 2.0*1214. The production method of constant gap tissue is as follows:
[0089] 1) Determine the reference points of the main process equipment, heating furnace, R1 rolling mill, R2 rolling mill, F1, F2, F3, F4, F5, F6, F7 rolling mill, DC1 coiler pinch roll, the distance between the heating furnace and the R1 rolling mill, R1 Rolling mill to R2 rolling mill, R2 rolling mill to R3 rolling mill---Rb rolling mill to F1 rolling mill, F1 rolling mill to 1# coiler pinch roll spacing are 401600 / 671600 / 941600 (corresponding to 1# furnace, 2# furnace and 3 #furnace), 80000, 1182500, 5500, 5500, 5500, 5500, 5500, 5500, ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



