

Compression molding process machining method for large composite reinforced thin-wall support structure
A composite material and support structure technology, applied in the field of thin-walled castings, can solve the problems of poor fluidity of fiber-reinforced composite materials, affecting product performance, and high production and maintenance costs, achieving good corrosion resistance, low production costs, and weight reduction. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] Based on the equivalent modulus and tensile strength of the material, and the convenience of purchasing domestic materials, PA66 and short fiber T300 are used in this embodiment. The performance parameters of PA66 are: density 1.14g / m 3 , The modulus of elasticity is 3.21GPa, and the strength is 68.3MPa. The performance parameters of short fiber are: density 1.76g / m 3 , The elastic modulus is 230MPa, the strength is 2330MPa, and the diameter is 6μm. The parameters in the manufacturing process are raw material drying temperature 100°C, drying time 4h, melt temperature 255-303°C, mold temperature 120-140°C.
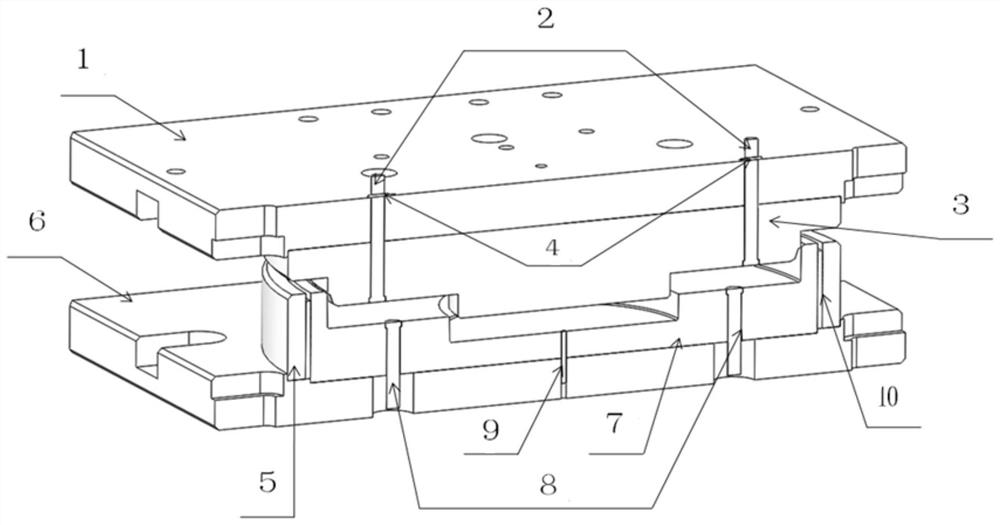
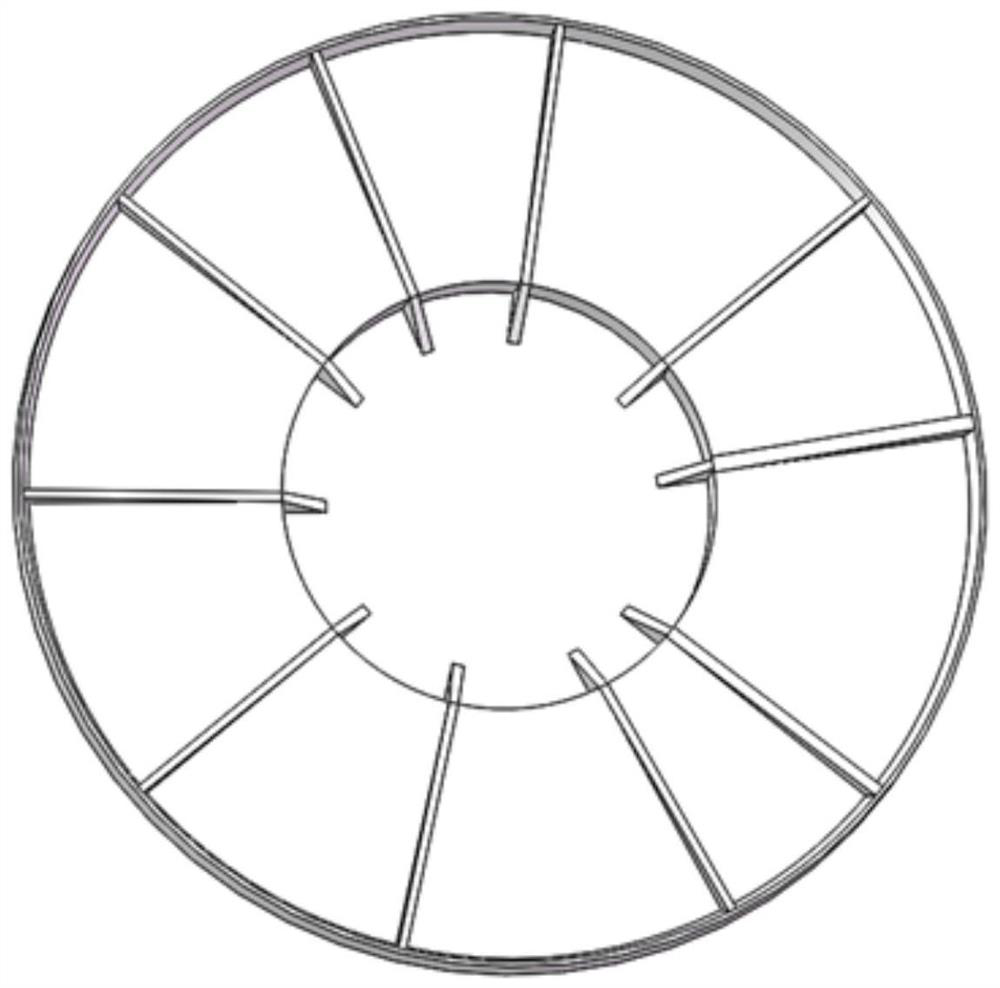
[0035] Such as figure 1 As shown, the present embodiment discloses the mold of the above-mentioned compression molding process method, and the products produced are as figure 2 As shown, the mold includes an upper template 1 and an upper mold 3 connected thereto, a lower template 6 and a lower mold 7 connected thereto, and a manufacturing space for products to b...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| elastic modulus | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More