

Manufacturing method and die for industrial aluminum alloy profile with ultrahigh width-thickness ratio
A technology of aluminum alloy profiles and manufacturing methods, which is applied to the manufacturing method and mold field of industrial aluminum alloy profiles with ultra-high width-to-thickness ratios. High precision and plane precision, improved strength and stability, uniform and reasonable feeding structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0062] A method for manufacturing an aluminum profile with an ultra-high width-thickness ratio for industrial use, comprising the following steps:
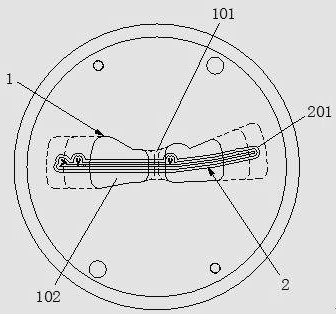
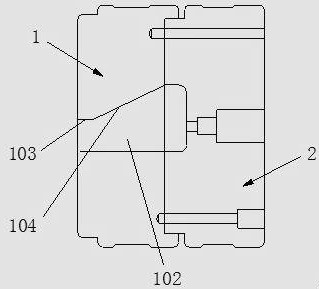
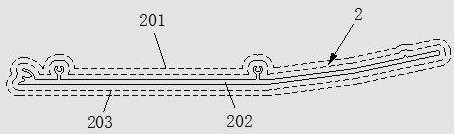
[0063] 1) Making molds for industrial aluminum alloy profiles with ultra-high width-thickness ratios;
[0064] 2) Select pure aluminum ingots with a purity greater than 99.9% as primary aluminum ingots;
[0065] 3) Casting:
[0066] 31) cleaning the original aluminum ingot, and drying the original aluminum ingot in front of the furnace door;
[0067] 32) Send the primary aluminum ingots processed in step 31) into a smelting furnace, use clean energy natural gas as smelting fuel for smelting, and the nitrogen purity required for refining is required to reach 99.99% or more; during the smelting process, control the smelting temperature 720 ℃-750℃, after the metal is completely melted, refining 4 times, each refining for at least 25 minutes, the amount of refining agent used is 2.5Kg / ton, and slag is removed; the furnace temperatur...
Embodiment 2
[0083] A method for manufacturing an aluminum profile with an ultra-high width-thickness ratio for industrial use, comprising the following steps:
[0084] 1) Making molds for industrial aluminum alloy profiles with ultra-high width-thickness ratios;
[0085] 2) Select pure aluminum ingots with a purity greater than 99.9% as primary aluminum ingots;
[0086] 3) Casting:
[0087] 31) cleaning the original aluminum ingot, and drying the original aluminum ingot in front of the furnace door;
[0088] 32) Send the primary aluminum ingots processed in step 31) into a smelting furnace, use clean energy natural gas as smelting fuel for smelting, and the nitrogen purity required for refining is required to reach 99.99% or more; during the smelting process, control the smelting temperature 720 ℃, after the metal is completely melted, refining 4 times, each refining for at least 25 minutes, the amount of refining agent used is 2.5Kg / ton, and slag is removed; the furnace temperature is ...
Embodiment 3
[0105] A method for manufacturing an aluminum profile with an ultra-high width-thickness ratio for industrial use, comprising the following steps:
[0106] 1) Making molds for industrial aluminum alloy profiles with ultra-high width-thickness ratios;
[0107] 2) Select pure aluminum ingots with a purity greater than 99.9% as primary aluminum ingots;
[0108] 3) Casting:
[0109] 31) cleaning the original aluminum ingot, and drying the original aluminum ingot in front of the furnace door;
[0110] 32) Send the primary aluminum ingots treated in step 31) into a smelting furnace, use clean energy natural gas as smelting fuel for smelting, and the nitrogen purity required for refining is required to be above 99.99%; during the smelting process, control the smelting temperature to 750 ℃, after the metal is completely melted, refining 4 times, each refining for at least 25 minutes, the amount of refining agent used is 2.5Kg / ton, and slag is removed; the furnace temperature is cont...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More