

Heat treatment method for large-size welding structure
A heat treatment method and welding structure technology, which are applied in heat treatment furnaces, heat treatment equipment, and process efficiency improvement, etc., can solve the problems of difficult parts transfer, high heat treatment costs, and high equipment requirements, and achieve low equipment requirements, easy operation, and improved performance. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036]The embodiments of the present invention will be further described in further detail below with reference to the accompanying drawings and examples. The detailed description and drawings of the following examples are used to exemplarily illustrate the principles of the present invention, but cannot be used to limit the scope of the invention, ie, the invention is not limited to the described embodiments, without departing from the spirit of the present invention. Any modification, replacement, and improvement of the part, components, and connection methods are covered.
[0037]It should be noted that the features in the embodiments and embodiments in the present application may be combined with each other in the case of an unable conflict. The present application will be described in detail below with reference to the accompanying drawings.
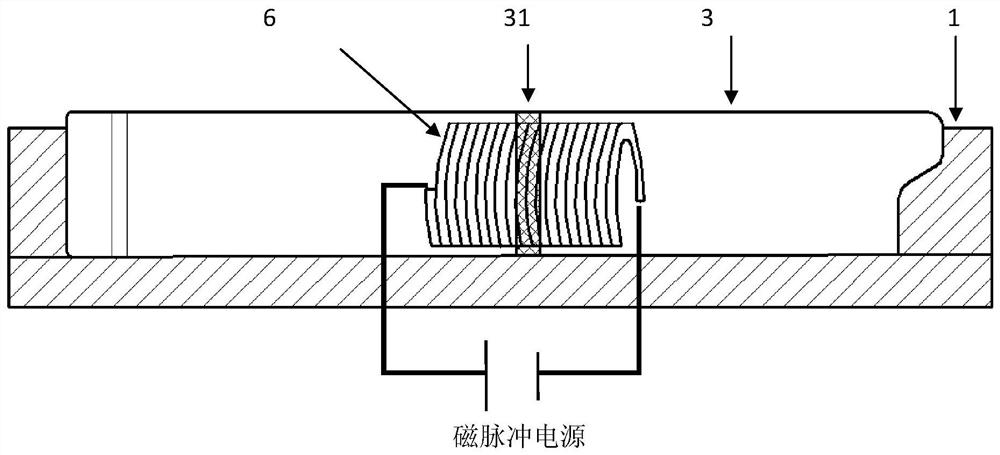
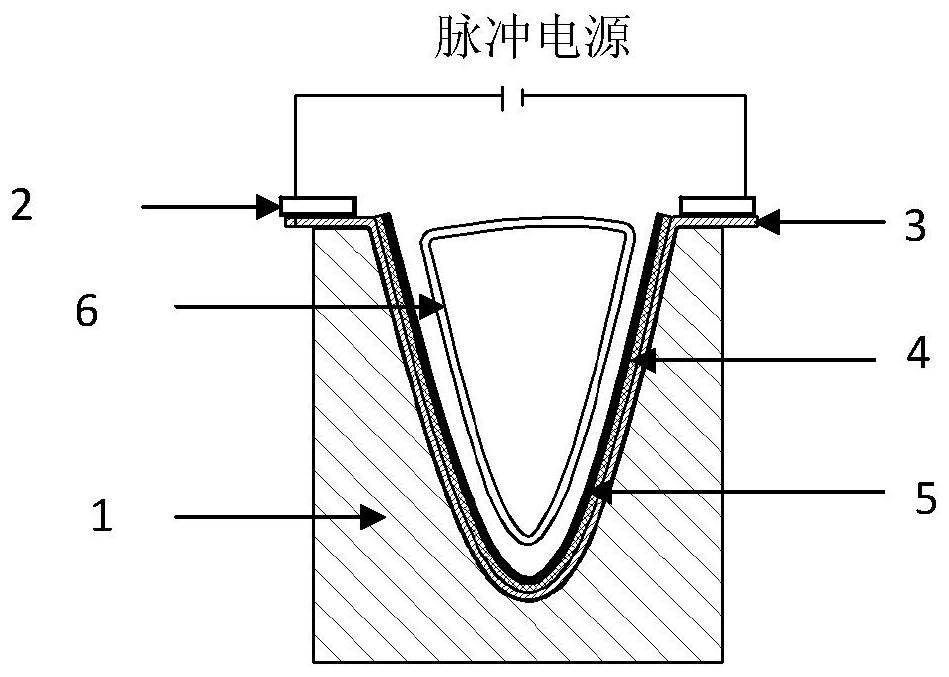
[0038]Please refer toFigure 1 to 2, A heat treatment method for a large-sized welding structure, including the following steps:
[0039]The mold ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More