

Synchronous hammering shape control device and method for metal component additive manufacturing
A technology for additive manufacturing and metal components, applied in the field of additive manufacturing, can solve the problems of hammering equipment not being able to synchronously hammer, large deformation pressure, large equipment size, etc., to improve pores and crack defects, eliminate residual stress, residual The effect of tensile stress relief
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The present invention will be further described below in conjunction with accompanying drawing:
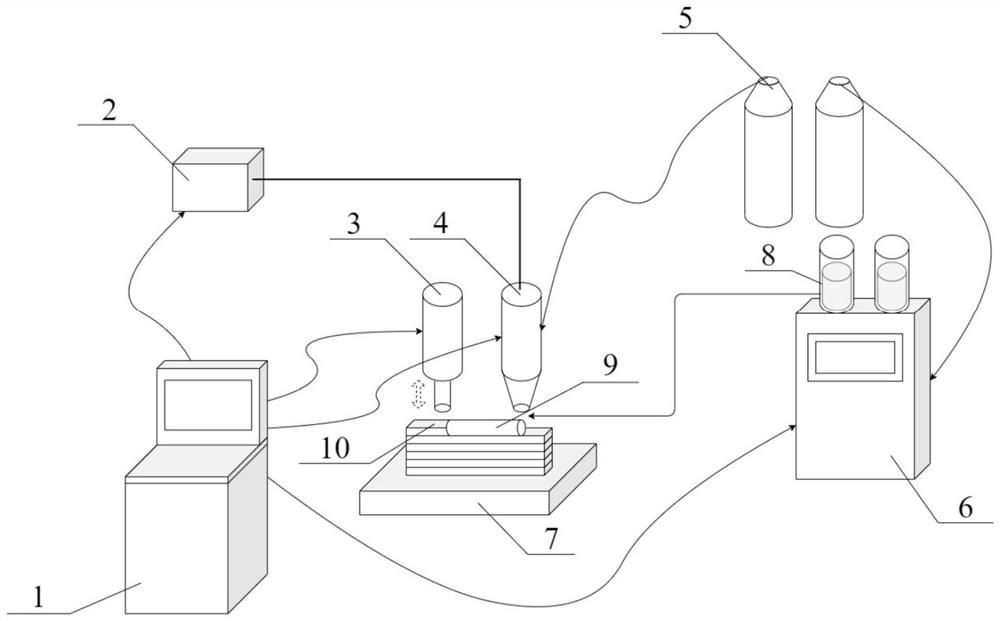
[0037]Taking continuous laser as the additive deposition heat source, 316L stainless steel powder as the additive metal material, and the substrate as 316L stainless steel, using unidirectional scanning to additively manufacture 316L stainless steel thin-walled parts as an example. The heat source of laser deposition manufacturing is FCL2000 fiber laser, the laser deposition head adopts FWC300 laser processing head, the feeding equipment adopts RC-PGF intelligent powder feeder, the controllers are YRC 1000 and DX200 control cabinets, and the motion actuators are GP 180 and MH 12 models respectively The robot arm, the power source of synchronous hammering is TE 3-CL electric hammer, which specifically includes the following steps:
[0038] Step 1: Sand the surface of the 316L stainless steel substrate, wipe it with absorbent cotton dipped in absolute ethanol to remove surfac...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More