

Numerical control machining method for aluminum honeycomb of double-curved-surface flow guide plate of airplane
A processing method and hyperboloid technology, applied in metal processing equipment, metal processing mechanical parts, manufacturing tools, etc., can solve the problems of not meeting the requirements of processing accuracy, easy to produce tearing, extrusion deformation, etc., to reduce cutting heat, Increased tool life and reduced friction effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The specific implementation manners of the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. The following examples are used to illustrate the present invention, but are not intended to limit the scope of the present invention.
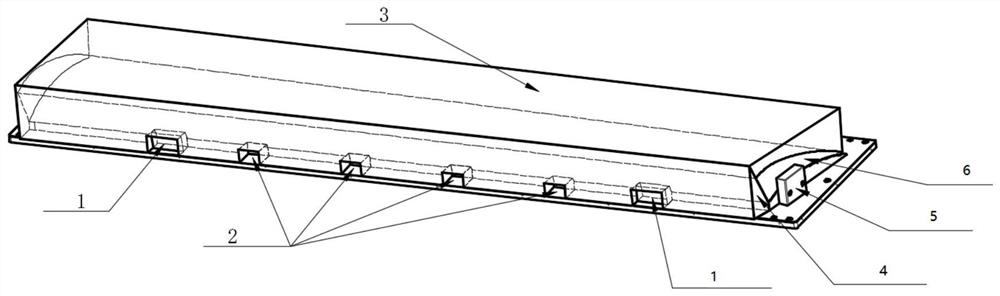
[0022] Understandably, see figure 2 , the original blank part is square, by double milling the original blank part, the process support margin and part digital model of the concave surface are cut out from the original blank part, see figure 2 , figure 2 3 in the figure is the blank part obtained by double milling the original blank part, 4 is the process support allowance reserved for double milling, and 6 is the digital model of the part.
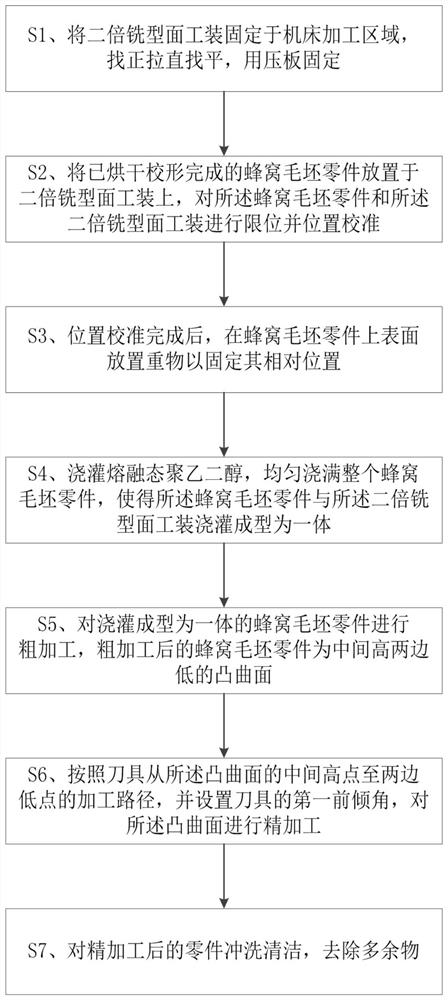
[0023] After the double milling of the blank part 3, and then double milling, in order to solve the problems of aluminum honeycomb surface quality tearing, extrusion deformation, etc., please refer to figure 1 Provided is a flow...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More