

Method for local remelting reinforcement of aluminum alloy part
A technology of aluminum alloy parts and aluminum alloy powder, applied in the field of aluminum alloy parts manufacturing, can solve the problems of unbearable piston, limited influence, difficult manufacturing of ceramic fiber reinforced inner cooling channel piston, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] A method for local remelting reinforcement of aluminum alloy parts, comprising the following steps:
[0038] (1) Prepare powder
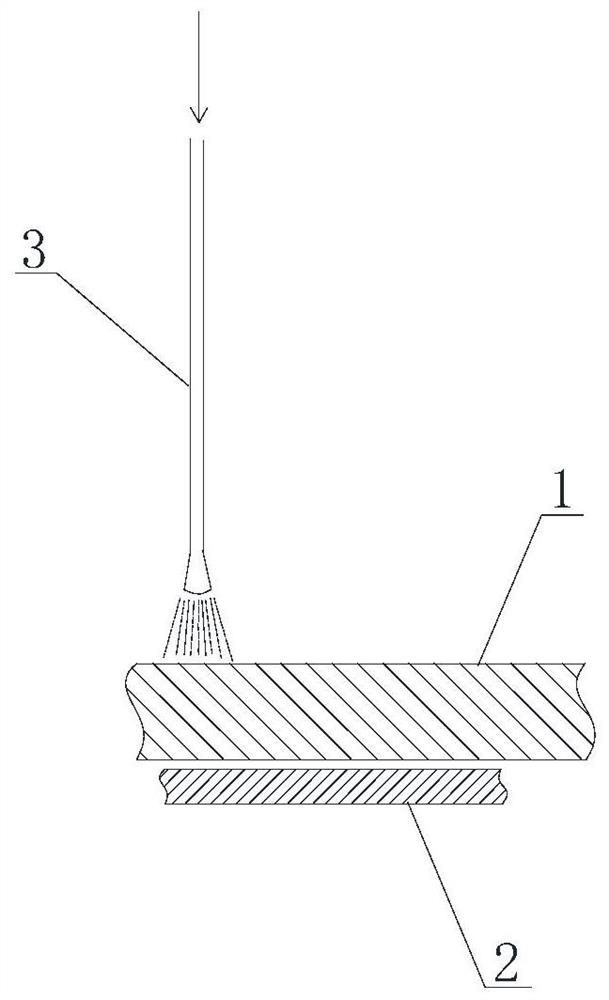
[0039] There are two types of powder, one is pre-feed powder, which is mainly to form a layer of coating powder with low reflectivity on the aluminum surface before laser heating, so as to reduce the reflectivity of laser. The other is alloy powder with alloying elements added.
[0040] Wherein, the pre-feeding powder is iron powder mixed with spherical graphite particles, the content of iron powder is 99.99%, and the content of graphite powder is 0.1%, by weight percentage; the particle size is 40 μm.
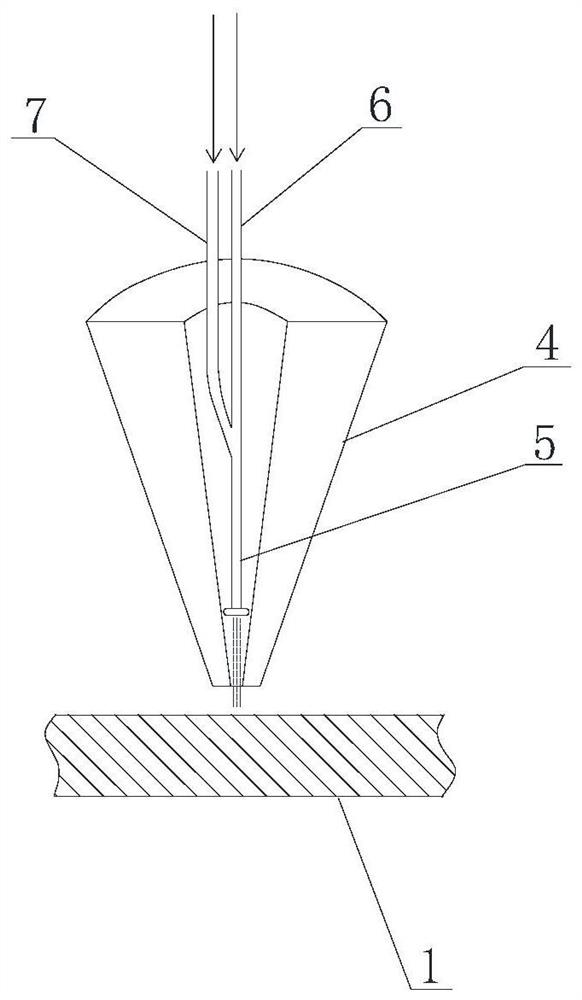
[0041] The alloy powder is a mixture of aluminum alloy powder, iron powder, and spherical graphite powder. The content of aluminum alloy powder is 98.2%, the content of iron powder is 1.75%, and the content of graphite powder is 0.05%, by weight percentage; the particle size is 60 μm.
[0042] Aluminum alloy powder uses aluminum-iron alloy ...
Embodiment 2
[0052] A method for local remelting reinforcement of aluminum alloy parts, comprising the following steps:
[0053] (1) Prepare powder
[0054] There are two types of powder, one is pre-feed powder, which is mainly to form a layer of coating powder with low reflectivity on the aluminum surface before laser heating, so as to reduce the reflectivity of laser. The other is alloy powder with alloying elements added.
[0055] Wherein, the pre-feeding powder is iron powder mixed with spherical graphite particles, the content of iron powder is 99.8%, and the content of graphite powder is 0.2%, by weight percentage; the particle size is 35 μm.
[0056] The alloy powder is a mixture of aluminum alloy powder, iron powder, and spherical graphite powder. The content of aluminum alloy powder is 98.3%, the content of iron powder is 1.6%, and the content of graphite powder is 0.1%, by weight percentage; the particle size is 80 μm.
[0057] Aluminum alloy powder uses aluminum-iron alloy as ...
Embodiment 3
[0067] A method for local remelting reinforcement of aluminum alloy parts, comprising the following steps:
[0068] (1) Prepare powder
[0069] There are two types of powder, one is pre-feed powder, which is mainly to form a layer of coating powder with low reflectivity on the aluminum surface before laser heating, so as to reduce the reflectivity of laser. The other is alloy powder with alloying elements added.
[0070] Wherein, the pre-feeding powder is iron powder mixed with spherical graphite particles, the content of iron powder is 99.85%, and the content of graphite powder is 0.15%, calculated by weight percentage; the particle size is 10-80 μm.
[0071] The alloy powder is a mixture of aluminum alloy powder, iron powder, and spherical graphite powder. The content of aluminum alloy powder is 96.5%, the content of iron powder is 3.43%, and the content of graphite powder is 0.07%, by weight percentage; the particle size is 100 μm.
[0072] Aluminum alloy powder uses alum...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More