

5A12 aluminum alloy hot-rolled blank and production method thereof
A production method, 5A12 technology, applied in the field of 5A12 aluminum alloy hot-rolled billet and its production, can solve the problems of not being able to apply large-sized parts and weldments, and small-sized parts
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0039] The 5A12 aluminum alloy hot-rolled blank of the present invention is represented by mass percentage, and the aluminum alloy hot-rolled blank contains the following alloy elements:
[0040]Si 0.201%, Cu 0.031%, Mg 8.802%, Zn 0.101%, Mn 0.702%, Ti 0.101%, Ni 0.060%, Fe 0.150%, other impurities 0.030%, and the balance is Al.
Embodiment 2
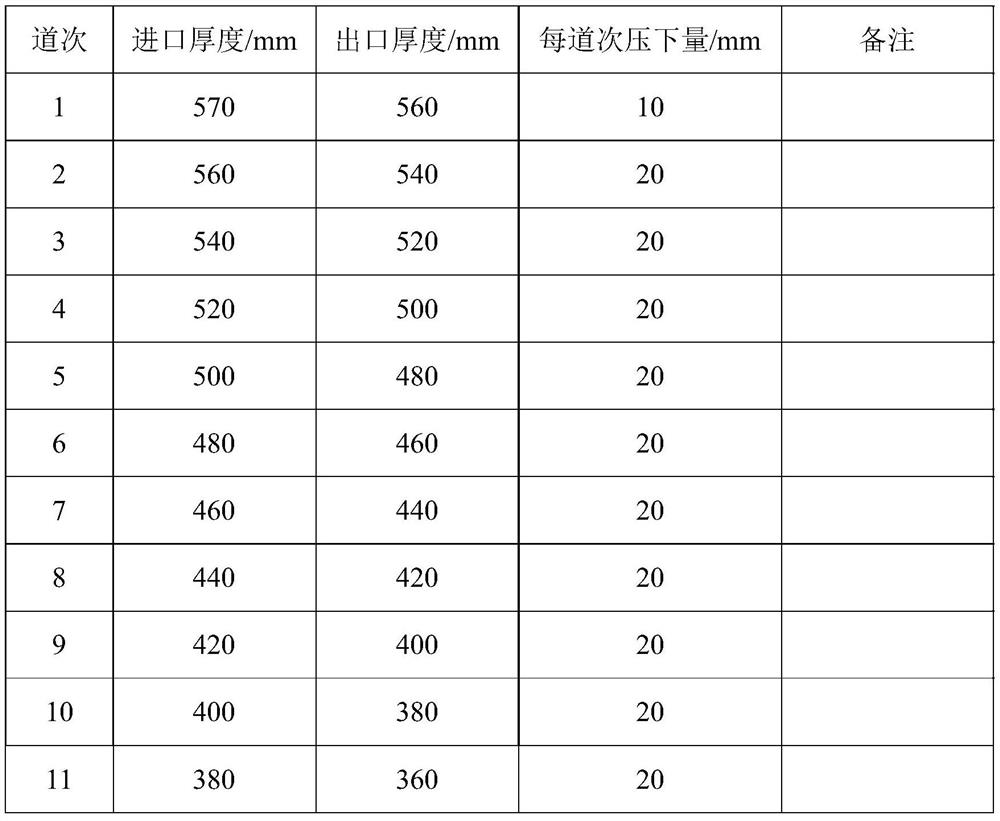
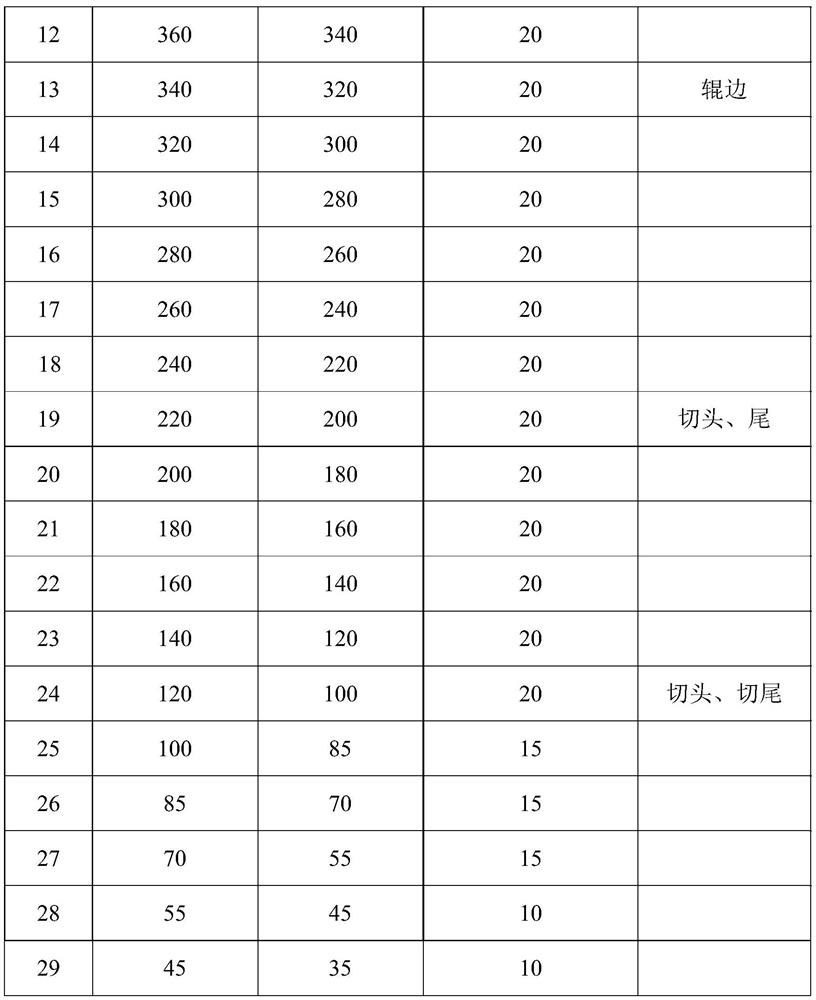
[0042] The production method of the 5A12 aluminum alloy hot-rolled blank described in Example 1 of the present invention, the detailed steps of the production method are as follows:
[0043] a. Melting: Use pure aluminum ingots and pure magnesium ingots as raw materials for batch smelting. During the smelting process, control the smelting temperature to 730-750°C, and the smelting holding time is 25 minutes; add intermediate alloys Al-20Si, Al-50Cu, Al during the smelting process -20Mn, Al-5Ni and Al-5Ti-B are batched, and the batching temperature is 730-740 ° C, so that the composition of the alloy liquid obtained by smelting meets the alloy element composition of the billet described in Example 1;
[0044] b. Refining: Refining the alloy liquid obtained in step a. During the refining process, the temperature is controlled at 720-725° C., and the refining time is 30 minutes; after refining, it is left to stand for 30 minutes;
[0045] c. Casting: cast the alloy liquid obtaine...
Embodiment 3
[0065] The 5A12 aluminum alloy hot-rolled blank of the present invention is represented by mass percentage, and the aluminum alloy hot-rolled blank contains the following alloy elements:
[0066] Si 0.221%, Cu 0.022%, Mg 8.668%, Zn 0.113%, Mn 0.689%, Ti 0.088%, Ni 0.051%, Fe 0.110%, other impurities 0.030%, and the balance is Al.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Curvature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More