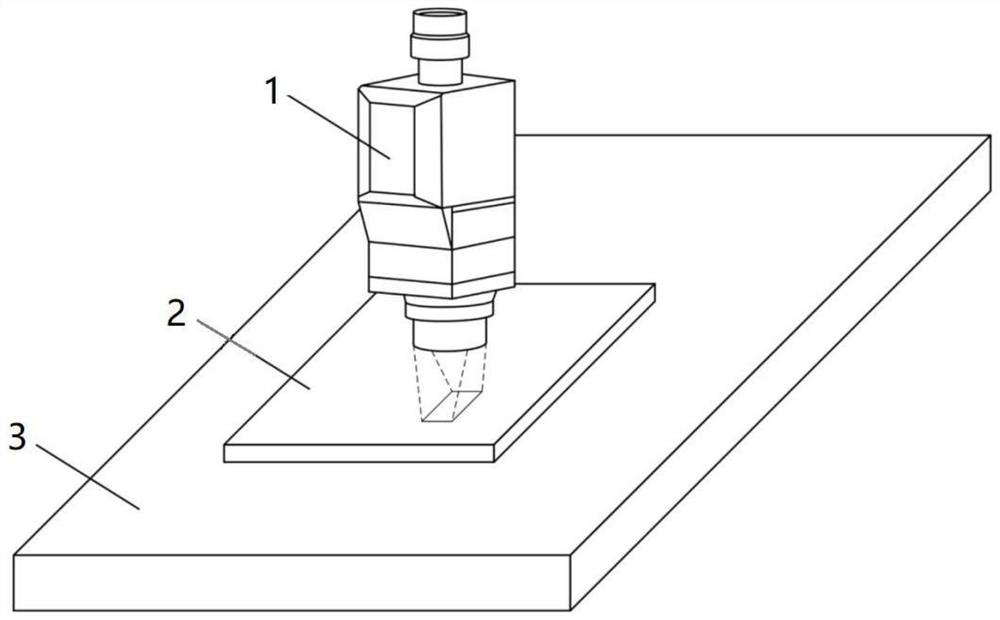
A laser surface heat treatment method for reverse gradient nanostructured high-entropy alloys
A technology of surface heat treatment and high-entropy alloy, which is applied in the field of high-entropy alloy preparation and processing, can solve the problems of high-entropy alloy strength and plasticity, enhance the deformation-induced strengthening and work hardening of high-entropy alloys, and achieve improved Mutation-induced strengthening and work hardening, and the effect of reducing thermal stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] (1) Using pure metal with purity ≥99.7wt.% as raw material, vacuum induction melting process was used to prepare CoCrFeMnNi high-entropy alloy ingot, and smelted repeatedly for 5 times to ensure the uniformity of chemical composition of high-entropy alloy ingot;
[0033] (2) The CoCrFeMnNi high-entropy alloy ingot is heated to 1200°C, and kept for 180 minutes, and hot forging is performed after being released from the furnace. The hot forging temperature is controlled at 1100°C, and the final forging thickness is controlled at 30mm;
[0034] (3) The high-entropy alloy forging billet needs to be annealed and heat-treated before cold rolling. The annealing and holding temperature is 1000 °C, the annealing and holding time is 1 h, and the annealing cooling method is water cooling;
[0035] (4) The high-entropy alloy forging billet after annealing and heat treatment is rolled at room temperature, the pass reduction is 0.3~2.5mm, the total reduction rate is 88.3%, and the fin...
Embodiment 2
[0039] (1) Using pure metal with a purity of ≥99.7wt.% as the raw material, the vacuum induction melting process was used to prepare CoCrFeMnNi high-entropy alloy ingots, and smelted 3 times to ensure the uniformity of the chemical composition of the high-entropy alloy ingots;
[0040] (2) The CoCrFeMnNi high-entropy alloy ingot is heated to 1250°C and kept for 120min, and hot forging is performed after being released from the furnace. The hot forging temperature is controlled at 1150°C, and the final forging thickness is controlled at 22mm;
[0041] (3) The high-entropy alloy forging billet needs to be annealed and heat-treated before cold rolling. The annealing and holding temperature is 1000 °C, the annealing and holding time is 2h, and the annealing cooling method is water cooling;
[0042](4) The high-entropy alloy forging billet after annealing and heat treatment is rolled at room temperature, the pass reduction is 0.3~2.5mm, the total reduction rate is 86.4%, and the fin...
Embodiment 3
[0046] (1) Using pure metal with purity ≥99.7wt.% as raw material, vacuum induction melting process was used to prepare CoCrFeMnNi high-entropy alloy ingot, and smelted repeatedly 4 times to ensure the uniformity of chemical composition of high-entropy alloy ingot;
[0047] (2) The CoCrFeMnNi high-entropy alloy ingot was heated to 1200°C and kept for 240min, and hot forging was performed after being released from the furnace. The hot forging temperature was controlled at 1100°C, and the final forging thickness was controlled at 27mm;
[0048] (3) The high-entropy alloy forging billet needs to be annealed and heat-treated before cold rolling. The annealing and holding temperature is 900 °C, the annealing and holding time is 5h, and the annealing cooling method is water cooling;
[0049] (4) The high-entropy alloy forging billet after annealing and heat treatment is rolled at room temperature, the pass reduction is 0.3~2.5mm, the total reduction rate is 88.3%, and the final rolli...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More