

End ring turning process
A turning and end ring technology, applied in the field of generator rotor end ring processing, can solve the problems of influence, traditional technology can not meet technical requirements, endanger normal operation, etc. effect of brightness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] A copper end ring turning process, comprising the following process steps:
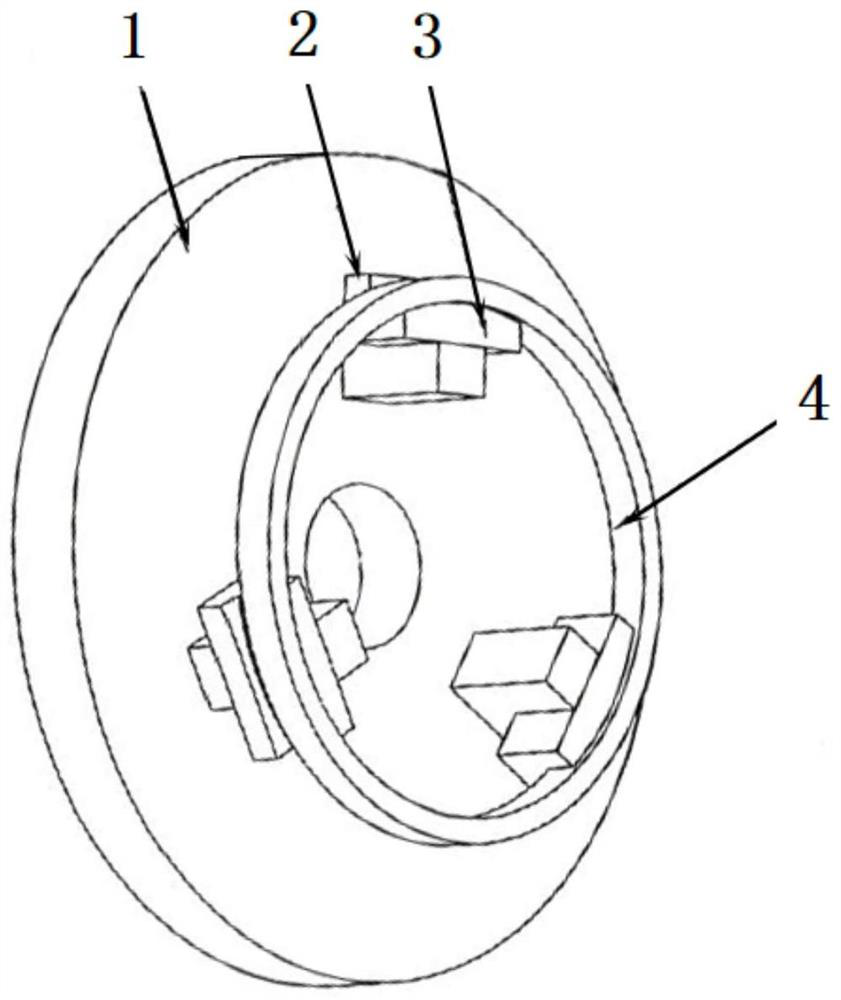
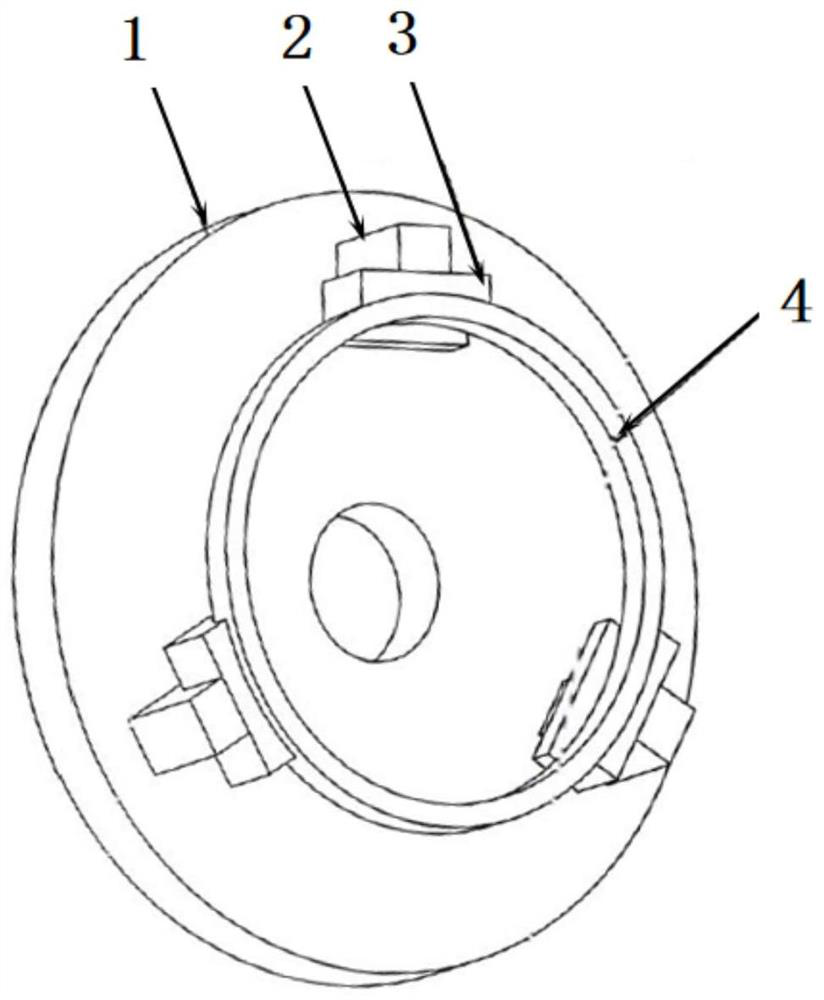
[0036] S1 rough turning first sequence: use the chuck to support the original end ring 4 blanks, use chuck 1 to support the inner hole for preliminary rough turning processing, rough turn the end face, rough turn the outer circle, and the unilateral allowance is 0.75mm, and get the rough turn first sequence rear end ring;
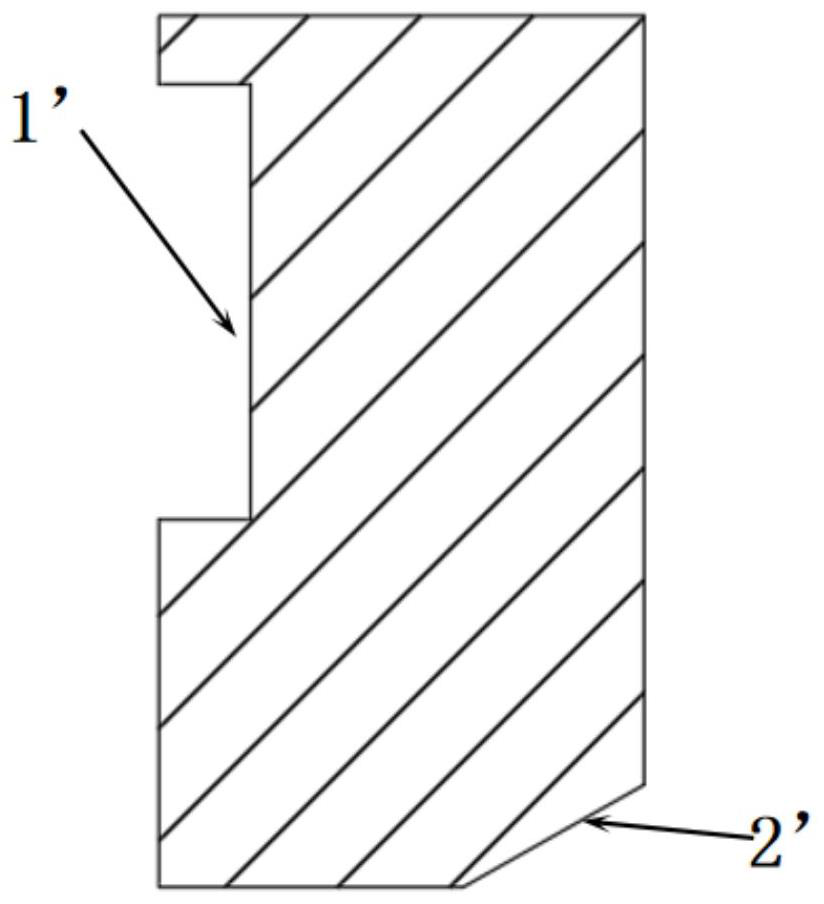
[0037] S2 rough turning second sequence: face adjustment, use chuck 1 to clamp the outer circle of the rear end ring of rough turning, rough turning end face, rough turning inner hole, unilateral allowance is 0.70mm; then start the end face groove 1', groove The inner diameter, outer diameter and the unilateral margin of the groove bottom are 0.55mm, and the thick second-order rear end ring is obtained;
[0038] S3 finish turning first step: face adjustment, use chuck 1 to support the inner hole of the rear end ring of the second step, finish turning the end face and outer ...
Embodiment 2
[0042] A process for turning a chrome-zirconium copper end ring, comprising the following process steps:
[0043] S1 rough turning first sequence: use the chuck to support the original end ring 4 blanks, use the chuck 1 support inner hole to perform preliminary rough turning processing, rough turn the end face, rough turn the outer circle, and the unilateral allowance is 0.65mm, and get the rough turn first sequence rear end ring;
[0044] S2 rough turning second sequence: face adjustment, use chuck 1 to clamp the outer circle of the rear end ring of rough turning, rough turning end face, rough turning inner hole, unilateral allowance is 0.70mm; then start the end face groove 1', groove The inner diameter, outer diameter and the unilateral margin of the groove bottom are 0.60mm, and the thick second-order rear end ring is obtained;
[0045] S3 finish turning first step: face adjustment, use chuck 1 to support the inner hole of the rear end ring of the second step, finish turn...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface smoothness | aaaaa | aaaaa |
| surface smoothness | aaaaa | aaaaa |
| surface smoothness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More