

Lining plate for large semi-autogenous mill and preparation method of lining plate
A semi-autogenous grinding machine and liner technology, which is applied in the field of metal casting manufacturing, can solve the problems of low yield strength, high brittleness, difficult maintenance and disassembly, etc., achieve good comprehensive mechanical properties, enhance dispersion strengthening, and inhibit coarsening of carbides Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] (1) Smelting: Add the alloy blocks to the intermediate frequency furnace in turn, and adjust the composition of molten steel to the expected composition. When heated to 1550-1580 °C, feed the aluminum wire for deoxidation pretreatment, and when heated to 1600-1650 °C, feed the aluminum wire for The final deoxidation is carried out at a temperature of 1600 ° C. When the temperature is released from the furnace, 0.1% to 0.5% of the total mass of the molten steel is added to the rare earth alloy and silicon-calcium alloy for inoculation and metamorphism, and the refining technology outside the furnace is used to float the inclusions to obtain pure molten steel. , cast molten steel to obtain liner castings;
[0037] (2) Heat treatment
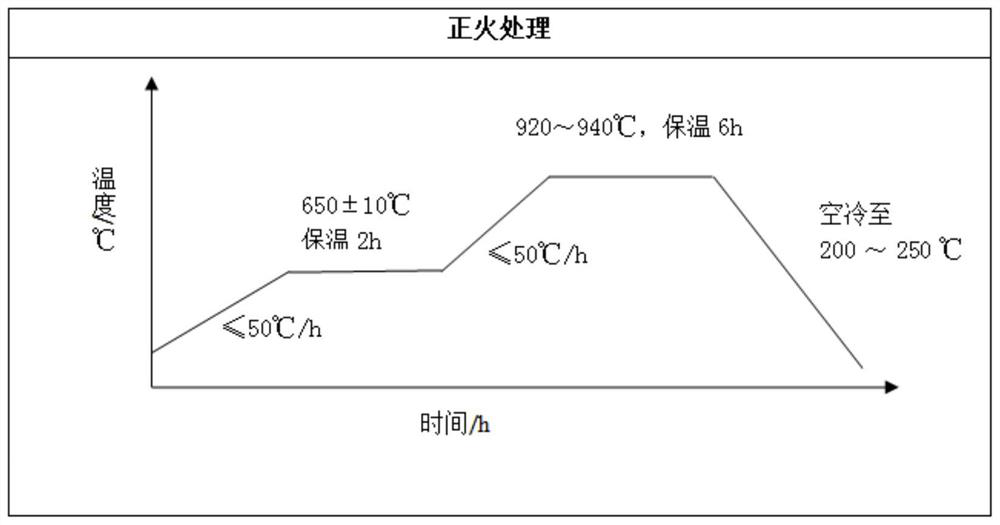
[0038] Normalizing treatment: the heating furnace is preheated to 250-300°C and then put into the liner casting obtained in step (1), heated to 640-660°C at 60-80°C / h, and kept at 30-50°C for 2 hours. / h raise the temperature to 920~940℃ fo...
Embodiment 2
[0044] (1) Smelting: Put the alloy blocks into the intermediate frequency furnace in turn, and adjust the composition of molten steel to the expected composition. When heated to 1550-1580°C, feed aluminum wire for deoxidation pretreatment. When heated to 1600-1650°C, feed aluminum wire for Final deoxidation, when the temperature is 1600 ℃, the temperature is 1600 ℃, adding 0.1% ~ 0.5% of the total mass of the molten steel rare earth alloy and silicon-calcium alloy for inoculation and modification, and adopting the refining technology outside the furnace to float the inclusions to obtain pure molten steel , pouring molten steel into a liner casting;
[0045] (2) heat treatment
[0046] Normalizing treatment: Preheat the furnace to 250-300°C and put the liner casting obtained in step (1), raise the temperature to 640-660°C at 60-80°C / h, keep warm for 2 hours and continue to heat at 30-50°C / h heat up to 920-940°C for 6 hours, then take the liner out of the furnace and cool it t...
Embodiment 3
[0052] (1) Smelting: Put the alloy blocks into the intermediate frequency furnace in turn, and adjust the composition of molten steel to the expected composition. When heated to 1550-1580°C, feed aluminum wire for deoxidation pretreatment. When heated to 1600-1650°C, feed aluminum wire for Final deoxidation, when the temperature is 1600 ℃, the temperature is 1600 ℃, adding 0.1% ~ 0.5% of the total mass of the molten steel rare earth alloy and silicon-calcium alloy for inoculation and modification, and adopting the refining technology outside the furnace to float the inclusions to obtain pure molten steel , pouring molten steel into a liner casting;
[0053] (2) heat treatment
[0054] Normalizing treatment: Preheat the furnace to 250-300°C and put the liner casting obtained in step (1), raise the temperature to 640-660°C at 60-80°C / h, keep warm for 2 hours and continue to heat at 30-50°C / h heat up to 920-940°C for 6 hours, then take the liner out of the furnace and cool it t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| weight | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More