

Mixed powder for 3D printing and 3D printing method
A 3D printing and powder mixing technology, applied in the field of metal 3D printing, can solve the problems of large pore space, reduced density of sintered parts, affecting the bulk density of powder bed powder, etc., to achieve high printing green density and increase bulk density. , Improve the effect of powder spreading
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
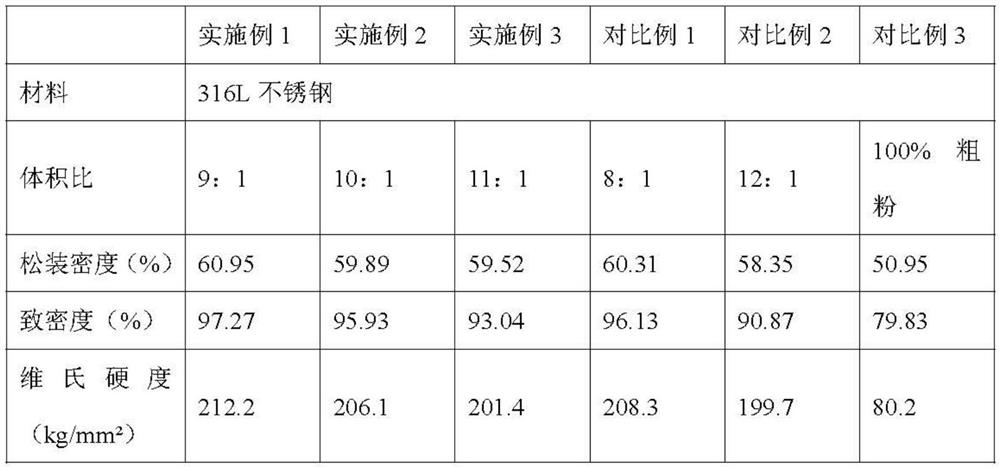
Embodiment 1
[0048] The 5~7μm 316L stainless steel spherical powder and the 15~43μm 316L stainless steel spherical powder are mixed, the mixing speed is 240rpm, the mixing time is 1.5h, and the mixing powder is dried and mixed at room temperature. The volume ratio of the two is 9:1 to obtain graded spherical or quasi-spherical powder corresponding to the ratio of 9:1.
[0049] a) 3D printing the graded powder. During the printing process, the blanking strength is 80%, the blade speed is 80mm / min, the powder layer thickness is 70μm, the binder saturation is 70%, and the powder bed temperature is 50°C. After printing, the green printed part was subjected to thermal curing treatment, the curing temperature was 200° C., and the curing time was 10 h to obtain the printed part.
[0050] b) Degreasing the printed part, injecting 4MPa argon gas during the degreasing process, the maximum degreasing temperature of 600°C, and the holding time of 60 minutes, to obtain a printed-degreased part.
[0...
Embodiment 2
[0054] The 5~7μm 316L stainless steel spherical powder and the 15~43μm 316L stainless steel spherical powder are mixed, the mixing speed is 240rpm, the mixing time is 1.5h, and the mixing powder is dried and mixed at room temperature. The volume ratio of the two is 10:1 to obtain graded spherical or quasi-spherical powder corresponding to the ratio of 10:1.
[0055] a) 3D printing the graded powder. During the printing process, the blanking strength is 80%, the blade speed is 80mm / min, the powder layer thickness is 70μm, the binder saturation is 70%, and the powder bed temperature is 50°C. After printing, the green printed part was subjected to thermal curing treatment, the curing temperature was 200° C., and the curing time was 10 h to obtain the printed part.
[0056] b) Degreasing the printed part, injecting 4MPa argon gas during the degreasing process, the maximum degreasing temperature of 600°C, and the holding time of 60 minutes, to obtain a printed-degreased part.
[0...
Embodiment 3
[0060] The 5~7μm 316L stainless steel spherical powder and the 15~43μm 316L stainless steel spherical powder are mixed, the mixing speed is 240rpm, the mixing time is 1.5h, and the mixing powder is dried and mixed at room temperature. The volume ratio of the two is 11:1 to obtain graded spherical or quasi-spherical powder corresponding to the ratio of 11:1.
[0061] a) 3D printing the graded powder. During the printing process, the blanking strength is 80%, the blade speed is 80mm / min, the powder layer thickness is 70μm, the binder saturation is 70%, and the powder bed temperature is 50°C. After printing, the green printed part was subjected to thermal curing treatment, the curing temperature was 200° C., and the curing time was 10 h to obtain the printed part.
[0062] b) Degreasing the printed part, injecting 4MPa argon gas during the degreasing process, the maximum degreasing temperature of 600°C, and the holding time of 60 minutes, to obtain a printed-degreased part.
[0...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More