

Production method of X80 large-diameter seamless steel pipe with diameter of 1422mm for oil and gas pipeline engineering
A technology of oil and gas pipelines and seamless steel pipes, which is applied in the field of seamless steel pipe manufacturing, can solve problems such as high efficiency, low consumption, and high-quality production requirements, and achieves avoiding side effects of heating pre-oxidation, avoiding sharp surface of knife holes, and uniform longitudinal deformation effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0032] 1. Composition of X80 steel
[0033] The molten steel after refining is analyzed for composition, and the content of each element is shown in Table 1.
[0034] Table 1 Chemical composition table (unit: wt%)
[0035]
[0036] 2. Production process of continuous casting round tube billet with an outer diameter of 1100mm:
[0037] The refined molten steel was continuously cast into a solid continuous casting round tube billet with an outer diameter of 1100 mm.
[0038] The continuous casting process goes through tundish electromagnetic stirring, secondary electromagnetic stirring and terminal electromagnetic stirring in sequence.
[0039] The pulling speed is 0.10 m / min.
[0040] The length of the central crack is less than or equal to 120mm.
[0041] The depth of surface cracks, pits and flat areas is less than or equal to 20mm.
[0042] The bending degree of the tube blank per meter is ≤10mm, and the total bending degree is not more than 0.6% of the total length....
Embodiment 2
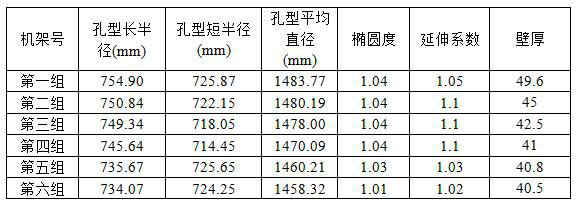
[0066] Six groups of stand rolls are used in uniform continuous rolling. The rolling parameters and die dimensions of the six groups of stand rolls are shown in the table below:
[0067]
[0068] The rest are the same as in Example 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More