

Double-roller rotary forging forming method for constructing large-diameter thin-wall composite metal disc
A composite metal and large-diameter technology, which is applied to web-type wheels, vehicle parts, transportation and packaging, etc., can solve problems such as limited reduction rate, damage to the flow direction of metal fibers, and insufficient compactness of the composite layer, so as to achieve tissue bonding and compactness. Effect of densification and defect repair
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
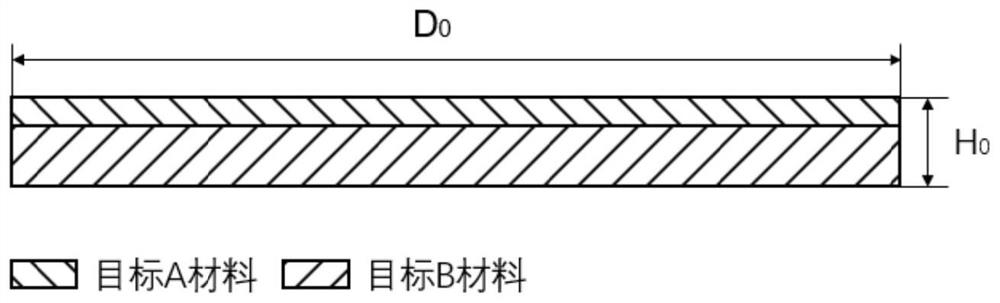
[0035] A double-roller pendulum forming method for constructing a large-diameter thin-walled composite metal disc, comprising the following steps:
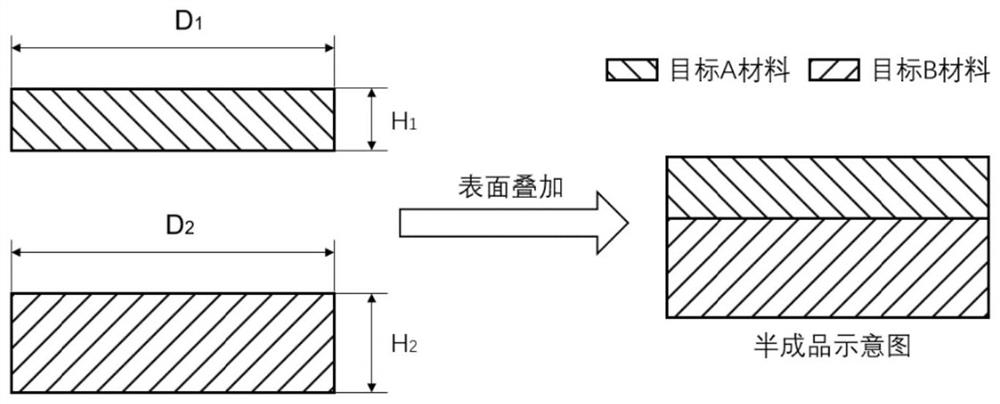
[0036] S1. Preparation of semi-finished products 2: Process and polish the surfaces of the composite discs A and B to expose fresh metal. After accurately stacking A and B together, perform electron beam sealing and welding in a vacuum chamber, such as figure 2 shown.
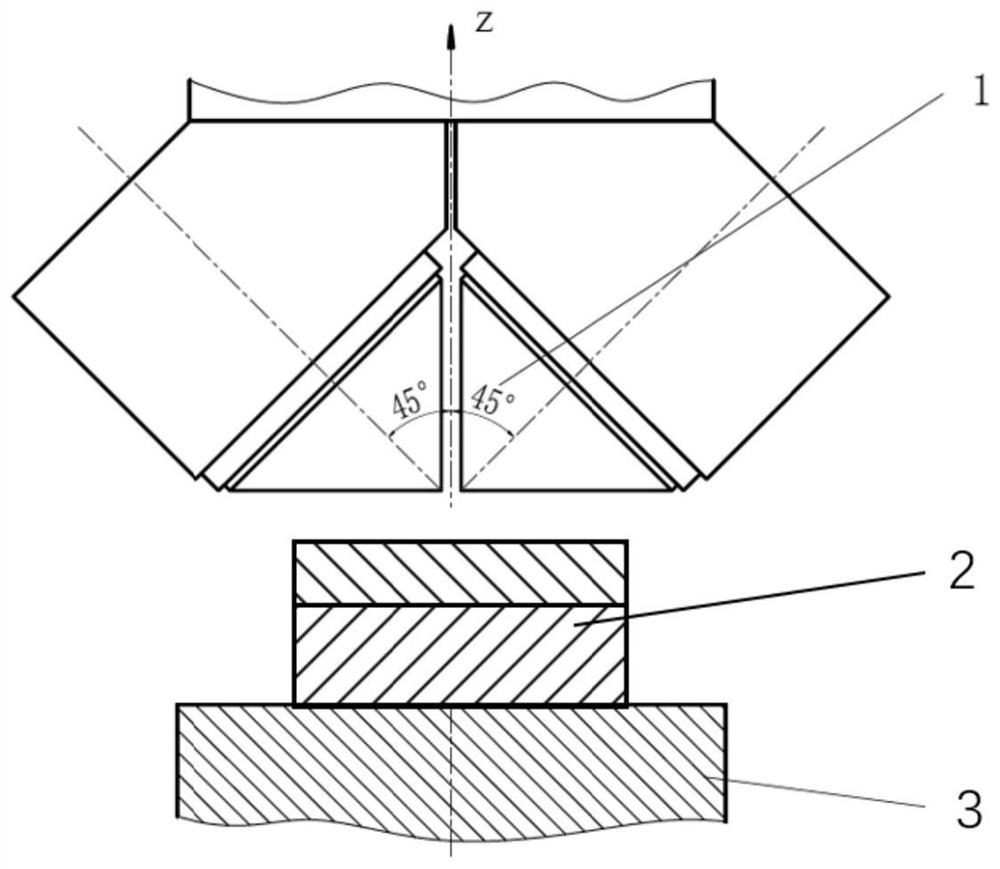
[0037] S2. Positioning of semi-finished products: The semi-finished products after electron beam sealing and welding are placed in a heating furnace and heated to a suitable forging temperature range, and kept for a period of time to ensure a firm bond between the composite interfaces, and then quickly transferred to the center of the lower mold of the forming equipment. ,like image 3 shown.
[0038] S3. The semi-finished product 2 is formed under the pendulum rolling of the double-cone roller 1: the double-cone roller 1 revolves around the central axis of the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More