

High manganese steel railway assembled frog centre rail casting process
A casting process and steel road technology, which is applied in the casting of high manganese steel frog core rails and the manufacturing process of high manganese steel frog core rails in railway combination, which can solve the problems of long production cycle, high cost and unqualified casting technology and other problems to achieve the effects of avoiding splashing, fine structure, and stable filling process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
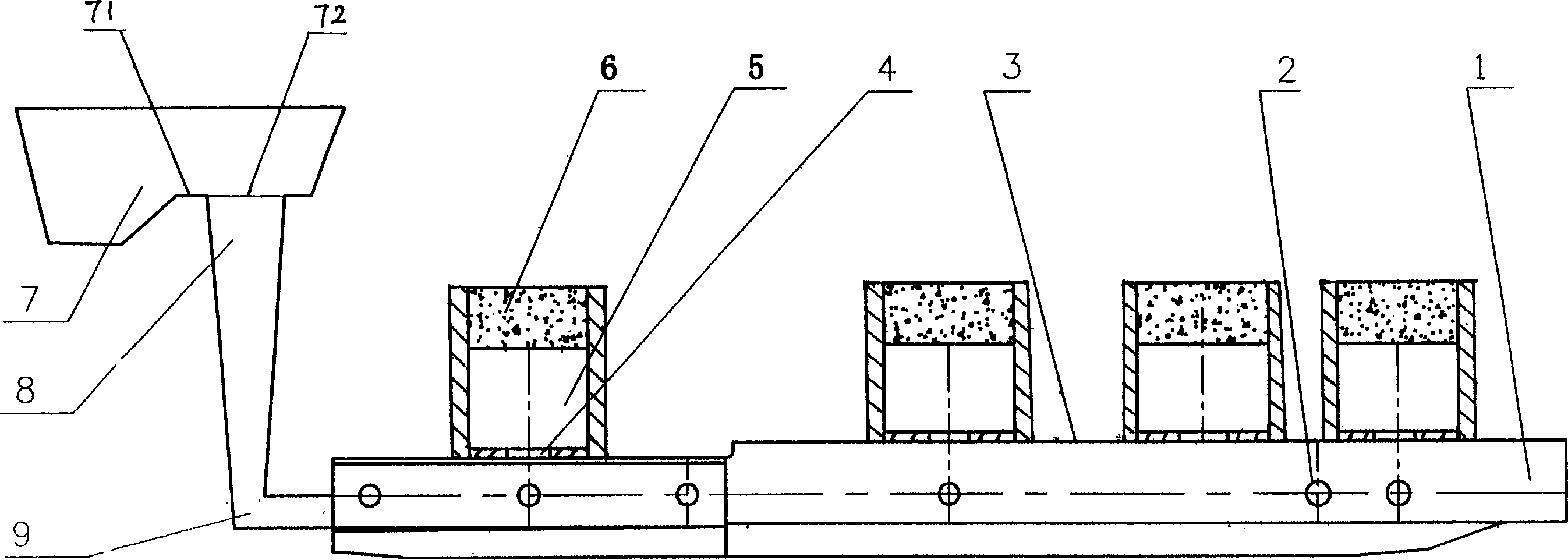
[0029] Such as figure 1 The schematic diagram of high manganese steel composite frog core rail castings is shown. In this example, a batch of high manganese steel composite frog core rails is trial-produced. The material is ZGMn13, the weight is 255kg, the filling time is 15s, the pouring temperature is 1450°C, and horizontal pouring is adopted. method, the working face of the core rail is downward, and four risers are placed on it, and the position and spacing of the risers are designed by conventional methods. Its casting process is as follows:
[0030] 1) Design the gating system according to the principle of smooth filling to ensure that the molten metal does not splash during the filling process.
[0031] 2) The chromite sand is used as the surface sand, the chromite sand is made of water glass as a binder, and the addition amount of water glass is 6.5%. After modeling starts, cover the mixed chromite sand on the surface of the model, and adjust the thickness of the chr...
Embodiment 2
[0053] The difference from Example 1 is:
[0054] In this example, a batch of high manganese steel composite frog core rails is trial-produced, the material is ZGMn13, the weight of the liquid metal poured into the cast steel is 520kg, the weight of the casting is 255kg, the filling time is 12s, the pouring temperature is 1420°C, and the horizontal pouring method is adopted. The working face of the rail is downward, and the casting process is as follows:
[0055] 1) Design the gating system according to the principle of smooth filling to ensure that the molten metal does not splash during the filling process.
[0056] 2) The chromite sand is used as the face sand, the chromite sand is made of water glass as a binder, and the addition amount of water glass is 6%. After modeling starts, cover the mixed chromite sand on the surface of the model, and adjust the thickness of the chromite sand according to the difference in thickness of different parts. The thinnest part is not les...
Embodiment 3
[0061] The difference from Example 1 is:
[0062] In this example, a batch of high manganese steel composite frog core rails is trial-produced, the material is ZGMn13, the weight of the liquid metal poured into the cast steel is 470kg, the weight of the casting is 255kg, the filling time is 20s, the pouring temperature is 1460°C, and the horizontal pouring method is adopted. The working face of the rail is downward, and the casting process is as follows:
[0063] 1) Design the gating system according to the principle of smooth filling to ensure that the molten metal does not splash during the filling process.
[0064] 2) The chromite sand is used as the surface sand, the chromite sand is made of water glass as a binder, and the addition of water glass is 7%. After modeling starts, cover the mixed chromite sand on the surface of the model, and adjust the thickness of the chromite sand according to the difference in thickness of different parts. The thinnest part is not less th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More