Method for preparing chromium oxide composite coating
A composite coating and chromium oxide technology, which is applied in the preparation of corrosion-resistant composite coatings, low friction, and high wear resistance, can solve the problem of difficult control of the proportion of metal elements, high friction coefficient of hard coatings, and poor bonding strength And other problems, to achieve the effect of reducing the friction coefficient, improving wear resistance, and reducing the friction coefficient
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
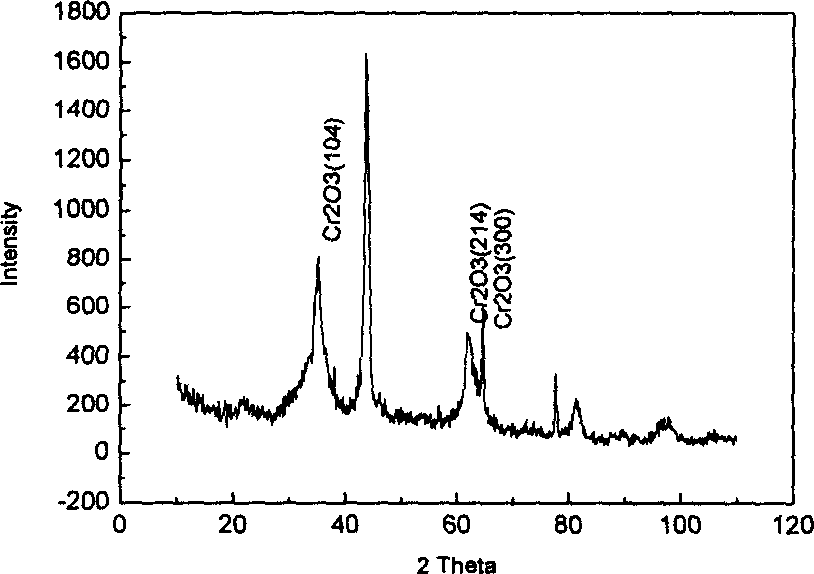
[0022] Treat the surface of the 45# steel substrate to a certain roughness, ultrasonically clean it in alcohol for 5 minutes, then wash it with deionized water, put it into a vacuum chamber after drying, the distance between the 45# steel substrate and the target is 60mm, and the target is Chromium with a purity of 99.99%, evacuated to 5.2×10 -5 Pa. The working gas during the sputtering process is high-purity argon with a flow rate of 10cm 3 / min, the working air pressure is 1.4×10 -1 Pa. Bombard the surface of the substrate with 50W input power for 15min in an argon atmosphere to remove the oxide layer and other impurities on the surface. Change the power to 350W, remove the baffle above the target, sputter chromium metal for 5 minutes as a transition layer, then turn on the oxygen flow meter and start to feed oxygen, the oxygen flow rate is 2.6cm 3 / min, sputtering 10min; change sputtering power to 300W, oxygen flow rate to 2.9cm 3 / min, sputtering 20min; change sputter...
Embodiment 2
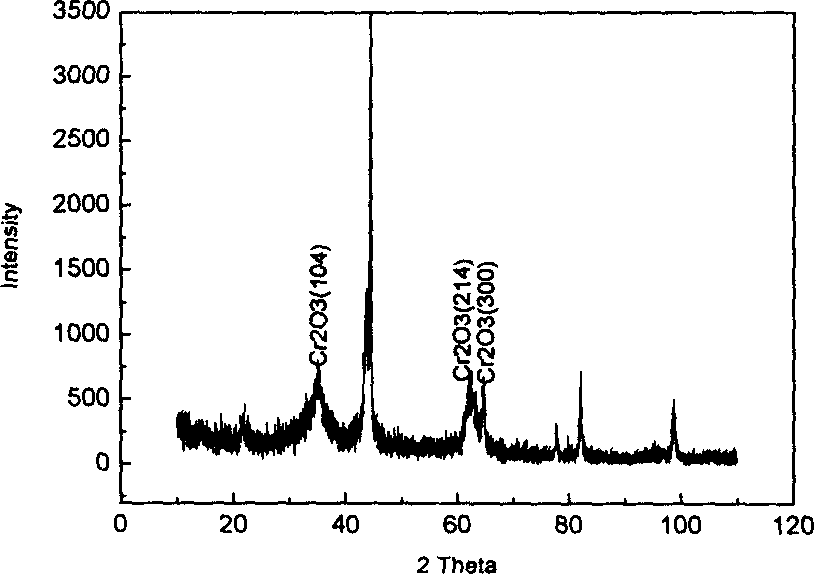
[0025] Treat the surface of the high-speed steel substrate to a certain roughness, ultrasonically clean it in alcohol for 5 minutes, then wash it with deionized water, dry it and put it in a vacuum chamber. The distance between the high-speed steel substrate and the target is 60mm, and the target is 99.99% pure. % Cr, evacuated to 1.0 x 10 -4 Pa. The working gas in the sputtering process is high-purity argon, and the flow rate is 15cm 3 / min, the working air pressure is 5.4×10 -2 Pa. Bombard with 100W input power for 5min in argon atmosphere to remove the oxide layer and other impurities on the surface. Change the power to 250W, remove the baffle above the target, sputter chromium metal for 10 minutes as a transition layer, then turn on the oxygen flow meter and start to feed oxygen, the oxygen flow rate is 2.6cm 3 / min, sputtering 10min; change sputtering power to 220W, oxygen flow rate to 2.9cm 3 / min, sputtering 20min; change the sputtering power to 190W, oxygen flow t...
Embodiment 3
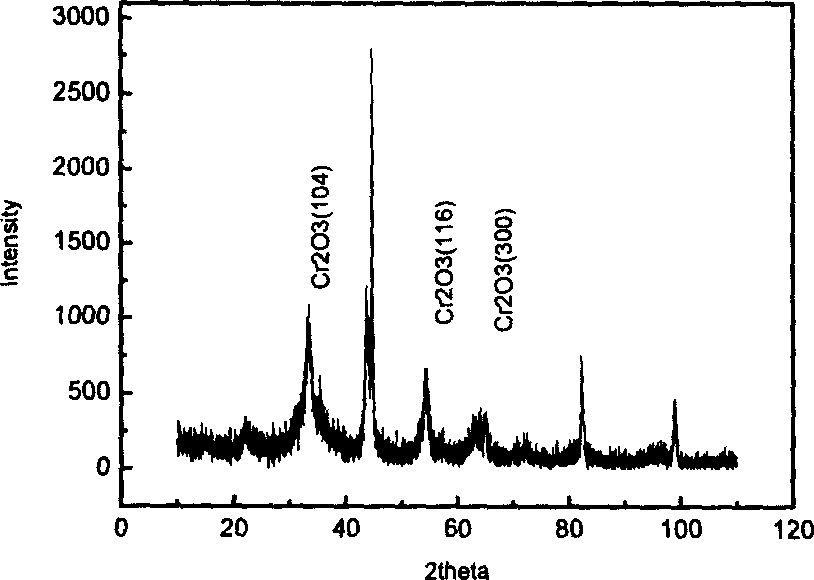
[0028] Treat the surface of the high-speed steel substrate to a certain roughness, ultrasonically clean it in alcohol for 5 minutes, then wash it with deionized water, dry it and put it in a vacuum chamber. The distance between the high-speed steel substrate and the target is 60mm, and the target is 99.99% pure. % Cr, evacuated to 6.2 x 10 -5 Pa. During the sputtering process, the working gas is high-purity argon, and the flow rate is 20cm 3 / min, the working air pressure is 4.3×10 -2 Pa. Bombard with 80W incident power for 10min in argon atmosphere to remove the oxide layer and other impurities on the surface. Change the power to 300W, remove the baffle above the target, sputter chromium metal for 10 minutes as a transition layer, then turn on the oxygen flow meter and start to feed oxygen, the oxygen flow rate is 2.6cm 3 / min, sputtering 10min; change sputtering power to 260W, oxygen flow rate to 2.9cm 3 / min, sputtering 20min; change sputtering power to 220W, oxygen fl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Surface roughness | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com