Fiber wall with strong rib material of plastic
A fiber reinforced plastic and fiber plastic technology, applied in the direction of building reinforcements, structural elements, building components, etc., can solve the problems of falling off, reducing the service life of reinforced concrete components, and reducing the grip between FRP reinforcement and concrete.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0013] Example 1: Preparation of a φ9.5 FRP bar
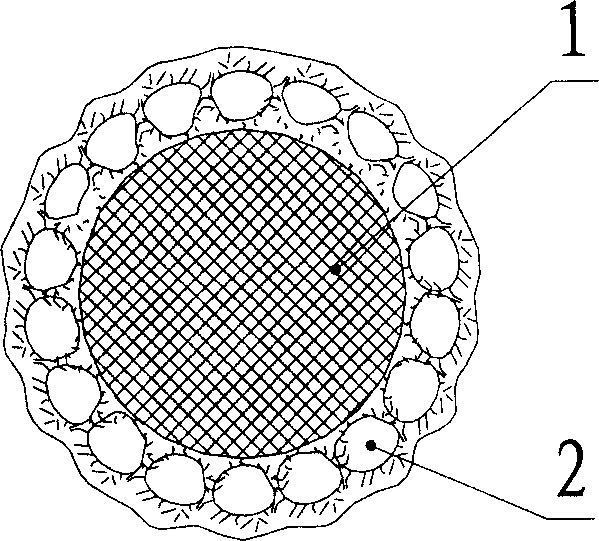
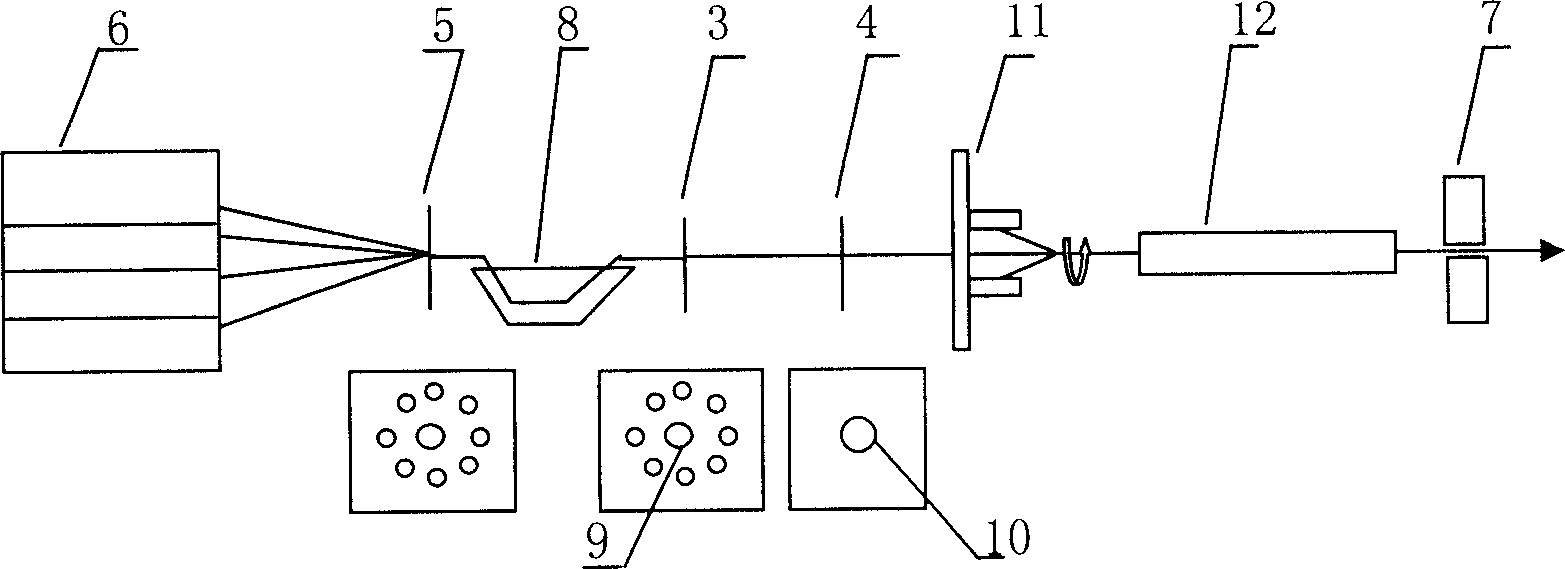
[0014] The fiber of the core layer 1 adopts 1200TEX alkali-free glass fiber roving, the fiber of cladding 2 adopts 1200TEX alkali-free glass fiber bulked yarn, and the matrix resin adopts epoxy vinyl ester resin. Through dedicated equipment (see figure 2 ) And its pultrusion-winding one-step forming process to prepare the FRP bar. The manufacturing process is as follows:
[0015] 1. Arrange the fiber yarn of the core layer 1 and the bulky yarn group of the cladding 2 on the creel 6;
[0016] 2. The yarns are respectively drawn from the creel 6 to the yarn collector 5, and the bulky yarns of the cladding 2 are arranged around the fiber yarns of the core 1;
[0017] 3. Under the action of the tractor 7, the fiber yarn of the core layer 1 and the bulked yarn of the cladding 2 enter the dipping tank 8 for dipping;
[0018] 4. After dipping, the fiber yarn of the core layer 1 and the bulky yarn of the cladding 2 are led to the preformin...
Embodiment 2
[0021] Example 2: Manufacturing a φ12.7FRP bar
[0022] The fibers of the core layer 1 in this embodiment use 1200TEX alkali-free glass fiber non-twisted roving and 800TEX carbon fiber yarn, and the volume ratio of the alkali-free glass fiber non-twisted roving and carbon fiber yarn is 2:1. The fiber of the cladding 2 adopts 1200TEX high-strength glass fiber bulked yarn, and the matrix resin adopts unsaturated polyester resin. The FRP reinforcement is prepared by the pultrusion-winding one-step forming process and its special equipment. The manufacturing process is the same as the above, the difference is:
[0023] The central core hole 9 of the preforming mold 3 has a diameter of φ9.0. The diameter of the central core hole 9 can be controlled. The fiber volume content of the core layer is about 70%. The central hole 10 of the other preforming mold 4 has a diameter of φ12.7. The diameter of the central hole 10 of the preforming mold can be controlled. The cladding fiber volume con...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More