

Machining process for production of titanium motor housing
a technology of titanium motor housing and machining process, which is applied in the direction of manufacturing tools, shaping tools, other domestic objects, etc., can solve the problems of inability to find prior art records of titanium motor housings, difficult cutting, and high cost, and achieve good product forming quality, favorable effects, and improved product consistency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
"d_n">[0036]The invention will now be described in more detail with reference to the accompanying drawings and embodiments. The following embodiments are merely intended for a better illustration of the present invention, rather than limiting the scope of the present invention.
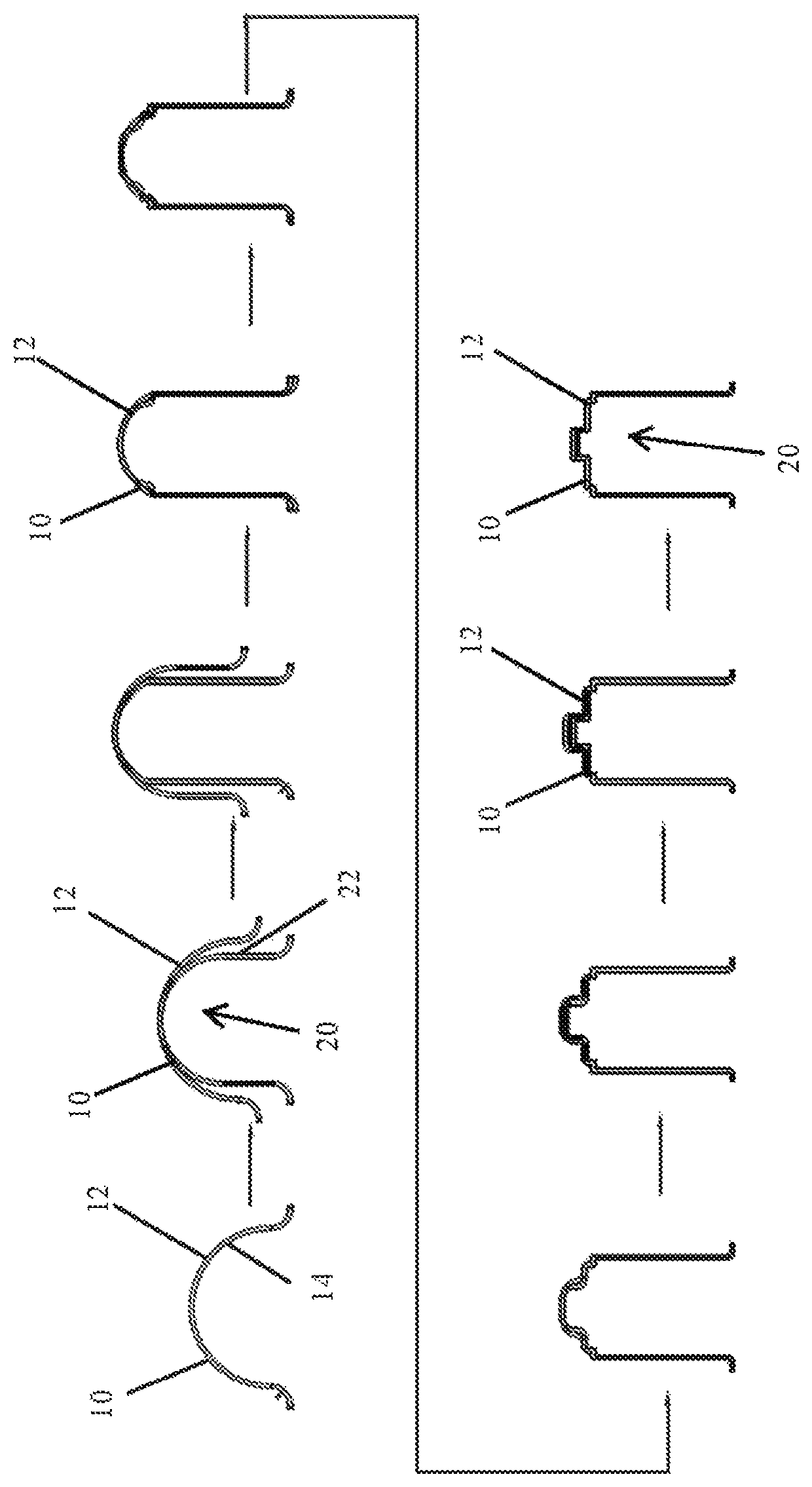
[0037]As shown in FIG. 1, the present invention relates to a machining process for manufacturing a motor housing 10 by using metal titanium, the said machining process includes the following machining steps:
[0038]S1: Calendar process is adopted. Use stamping equipment 20 to stamp the base 12 of the titanium motor housing 10. Apply lubricant 22 on the surface of the die before stamping, and attach a lubricating film on the surface of metal titanium to be stamped;
[0039]S2: Calendar process is adopted. Use stamping equipment 20 to stamp the barrel-shaped titanium motor housing 10. Apply lubricant 22 on the surface of the die before stamping, and attach a lubricating film on the surface of metal titanium to be sta...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More