

Optical glass for precision press molding, preform for precision press molding, and process for the production thereof
a technology of optical glass and press molding, applied in the direction of glass tempering apparatus, instruments, manufacturing tools, etc., can solve the problems of poor suitability for press molding, limited glass to which the above method can be applied, and intense wear or breakage of the above molding surfa
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image


Examples
examples 1-64
[0074] Oxides, carbonates, sulfates, nitrates, hydroxides, etc., such as SiO.sub.2, H.sub.3BO.sub.3, La.sub.2O.sub.3, ZnO, ZnCO.sub.3, ZrO.sub.2, Li.sub.2CO.sub.3, etc., as raw materials were provided, and 250 to 300 g of each of these components was weighed so as to form compositions shown in Tables 1 to 7. These raw materials in each Example were fully mixed to prepare a formulated batch, the formulated batch was placed in a platinum crucible, and the formulated batch was melted in air in an electric furnace maintained at 1,200 to 1,450.degree. C., with stirring for 2 to 4 hours. After melted, the glass melt was allowed to flow into a 40.times.70.times.15 mm mold made of carbon and allowed to cool to a glass transition temperature, and immediately thereafter, the glass was placed in an annealing furnace and annealed in a glass transition temperature range for about 1 hour. Then, the glass in the furnace was allowed to cool to room temperature, to give an optical glass. In the thus...
example 65
[0087] Precision press molding preforms were produced from the optical glasses obtained in Examples 1 to 64 as follows. First, melting, refining and homogenization were carried out to obtain a molten glass that was to give one of the above optical glasses, the molten glass was dripped from a flow nozzle made of a platinum alloy toward a receiving member, and in a concave portion of the receiving member, the received molten glass drop was floated and rolled while a gas was ejected upward from a gas ejection port formed in a bottom of the concave portion, to shape the molten glass into a preform (Method 1). The thus-formed preforms from the above optical glasses had a weight equivalent to the weight of an intended end product, underwent no devitrification and had a smooth surface free of defects such as a flaw, soiling and alteration.
[0088] Separately, the same molten glass drop as above was dropped from the flow nozzle in the same manner as above into liquid nitrogen and shaped into ...
example 66
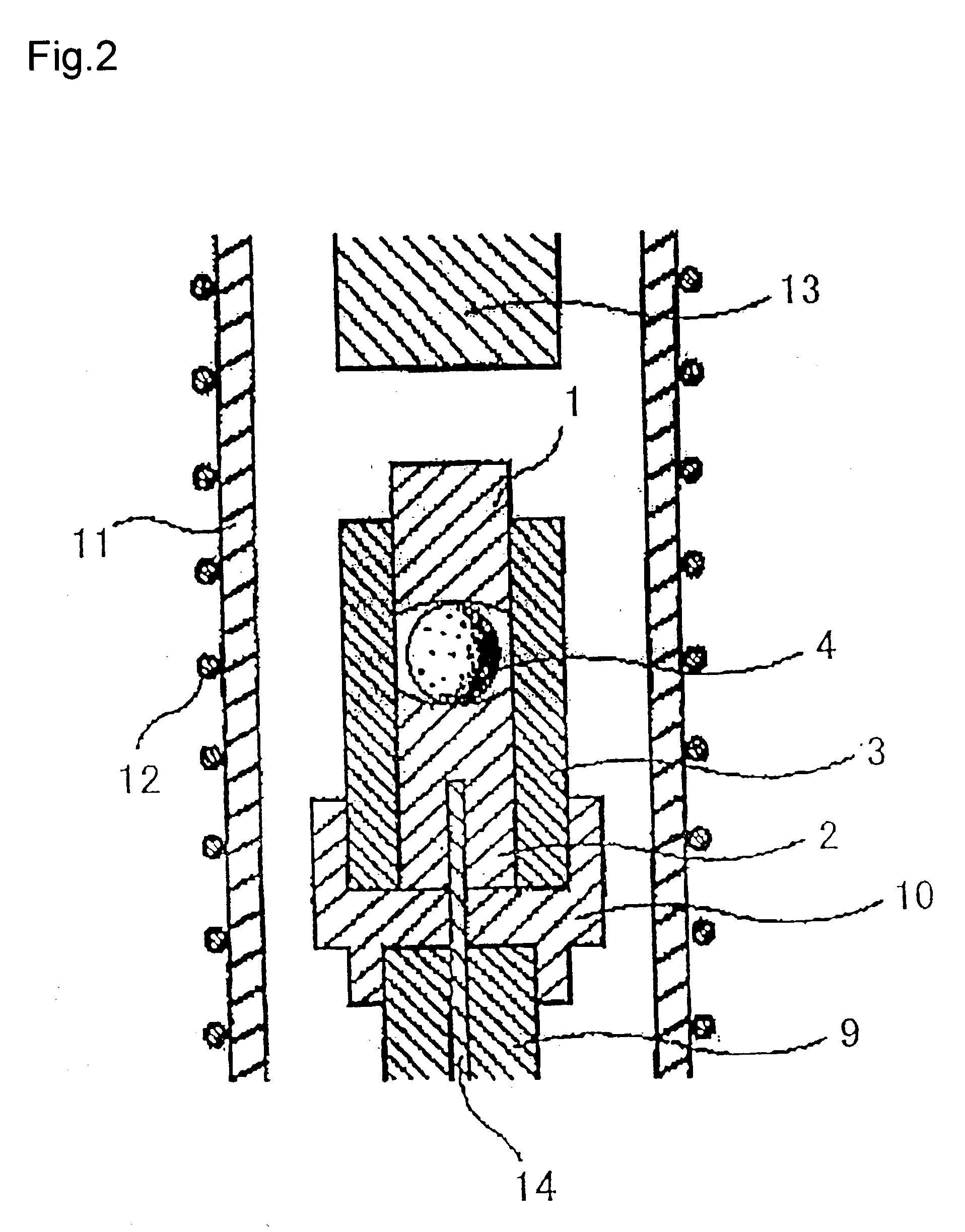
[0090] Each of the spherical preforms made of the optical glasses of Examples 1 to 64 obtained by Method 1 in Example 65 was heated and precision press molded (aspherical-precision pressed) with an apparatus shown in FIG. 2, to give aspherical lenses.
[0091] Particulars of the precision press molding were as follows. The preform 4 was placed between a lower mold member 2 and an upper mold member 1 which had an aspherical form and were made of SiC, then the atmosphere inside a quartz tube 11 was replaced with a nitrogen atmosphere inside, and an electric current was applied to heater 12 to heat the inside of the quartz tube 11. The temperature inside the shaping mold was set at a temperature between a sag temperature of the glass+20.degree. C. and the sag temperature of the glass+80.degree. C., and while this temperature was maintained, a press rod 13 was moved downward to press the upper mold member 1 thereby to press-mold the preform (molding glass gob) in the shaping mold. The pres...
PUM
| Property | Measurement | Unit |
|---|---|---|
| glass transition temperature | aaaaa | aaaaa |
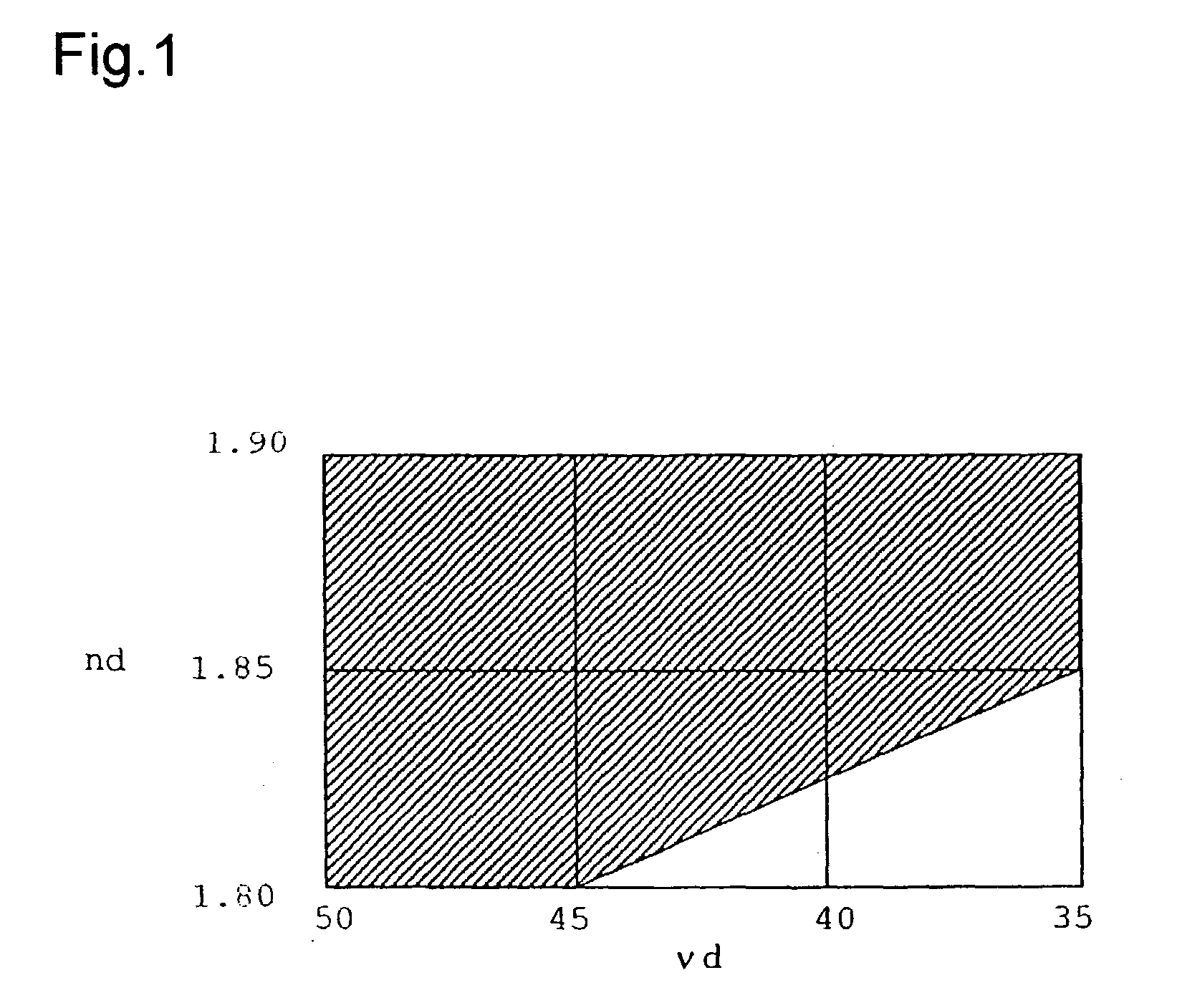
| refractive index nd | aaaaa | aaaaa |
| refractive index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More