

Production of component parts by metal injection moulding (mim)
a technology of metal injection molding and component parts, which is applied in the direction of metal-working apparatus, transportation and packaging, etc., can solve the problems of high cost, poor machinability, and high degree of tool wear, and achieve the effect of reducing the debinding time and affecting the stabilization of the component body
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
[0039]
1 1400 g NiTi - powder 64.4 g Amide wax 42.9 g Polyolefin
[0040] Total binder proportion: 7.12% by weight=34 volume %.
example 2
[0041]
2 1800 g NiTi - powder 64.4 g Amide wax 42.9 g Polyolefin
[0042] Total binder proportion: 5.63% by weight=28 volume %.
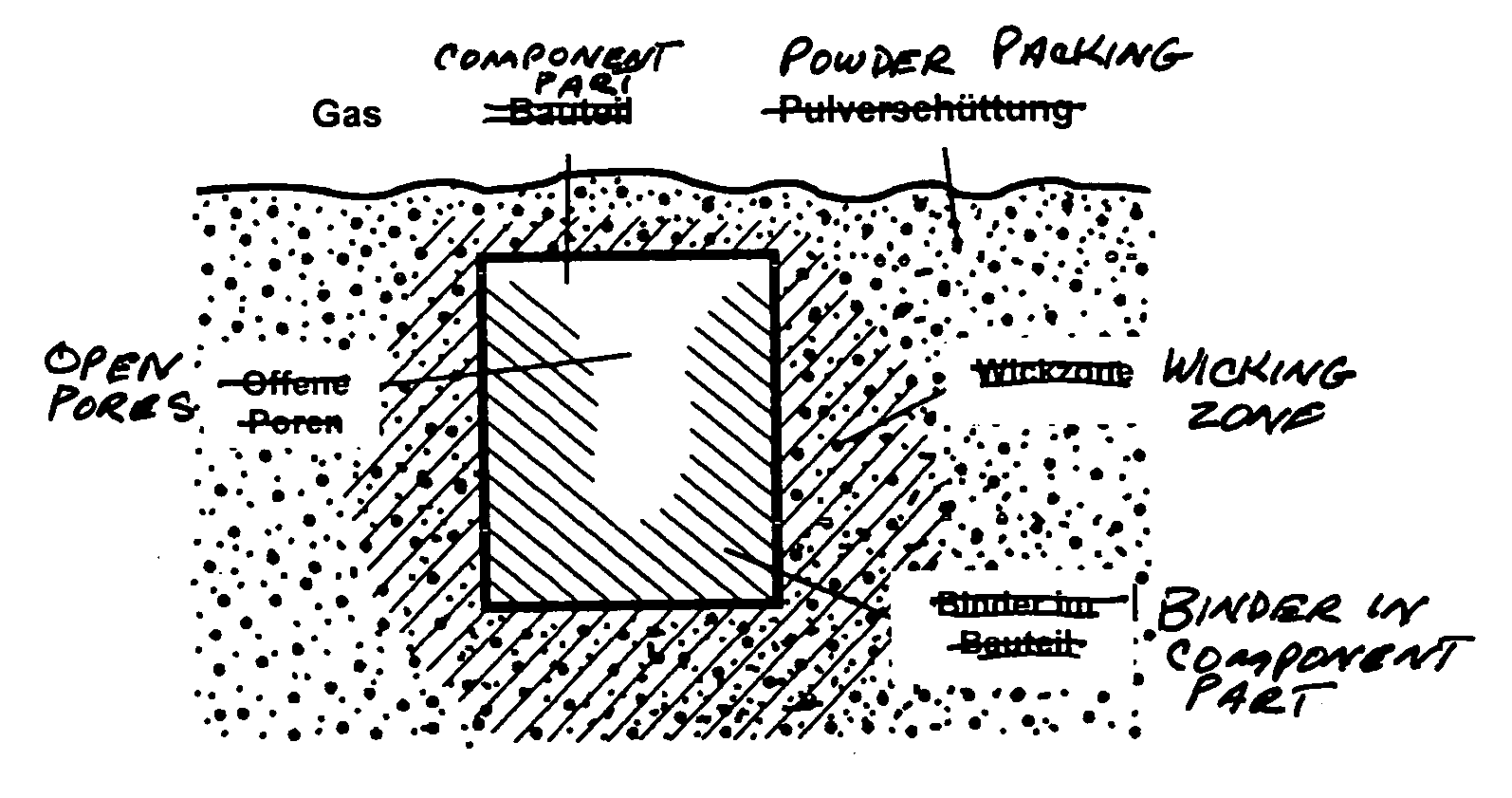
[0043] Wicking Parameter:
[0044] in ZrO.sub.2 sand with a particle size <10 .mu.m with use of filter paper.
[0045] a flowing argon atmosphere or vacuum.
[0046] up to 4 hours at 120.degree.- 150.degree. C.
[0047] Then the samples are removed from the wicking sand.
[0048] Debinding / sintering parameters (sintering support ZrO.sub.2):
[0049] at a rate of 1 K / minute from room temperature to 450.degree. C. under a flowing argon atmosphere,
[0050] holding time at 450.degree. C.: 2 hours,
[0051] heating at a rate of 5 K / minute to 1250.degree. C.,
[0052] holding time 5 hours,
[0053] all under a protective gas (argon, 1270 mbar).
[0054] The sinter density achieved corresponded to 95% of theoretical density.
3TABLE 1 Impurities of carbon, nitrogen and oxygen in the starting material as well as after debinding or sintering of the component parts. C N O % by weight % by weight % by weig...
PUM
| Property | Measurement | Unit |
|---|---|---|
| weight % | aaaaa | aaaaa |
| weight % | aaaaa | aaaaa |
| viscosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More