

Process for treating steel alloys
a technology of heat treatment and steel alloy, which is applied in the direction of heat treatment apparatus, solid-state diffusion coating, manufacturing tools, etc., can solve the problems of high cost of cleaning the parts after they have been submerged in oil or salt, difficult to treat alloys, and difficulty in moving and quenching pieces. achieve high-speed gas quenching, high-pressure quenching capability, and high-pressure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
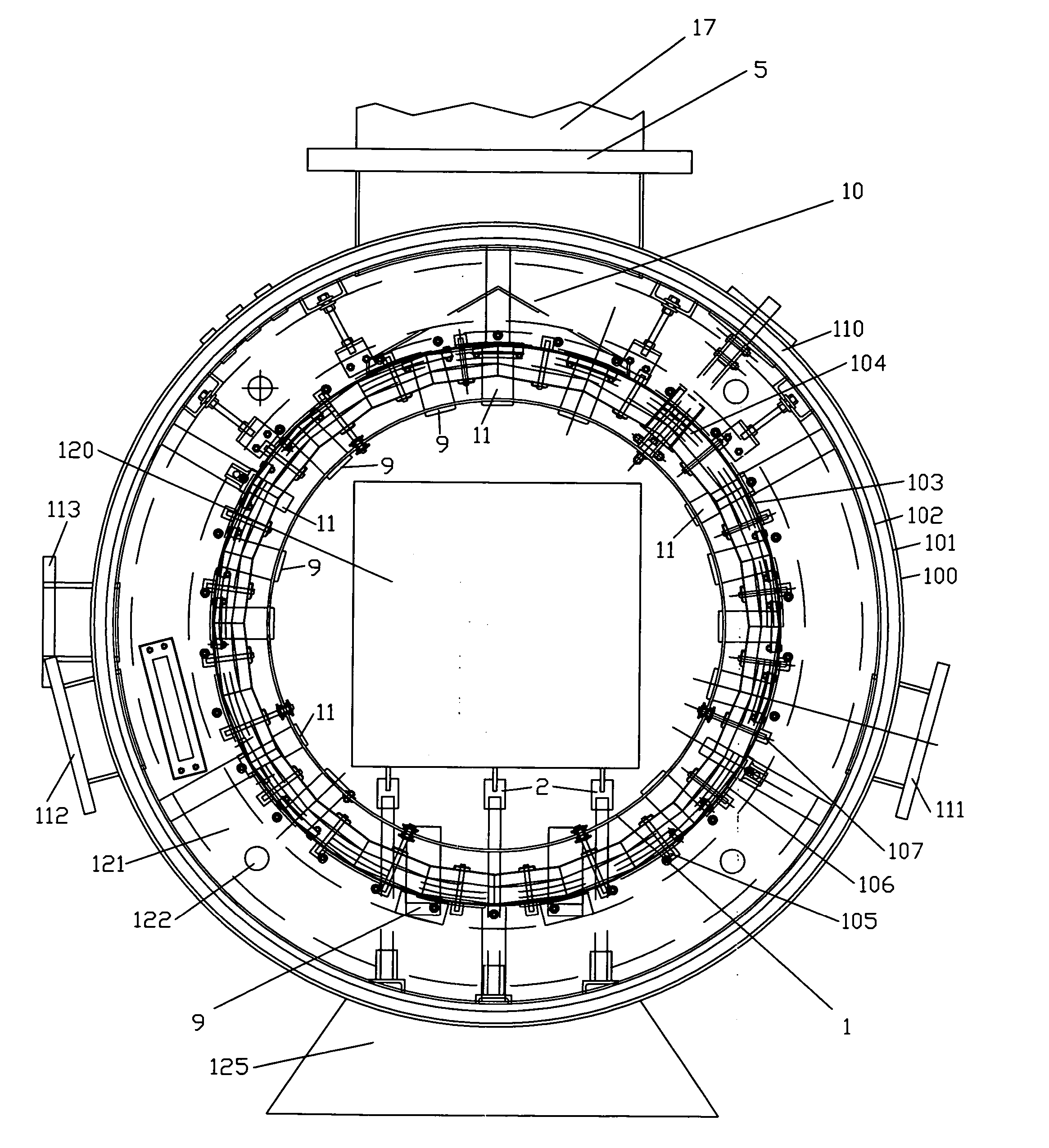
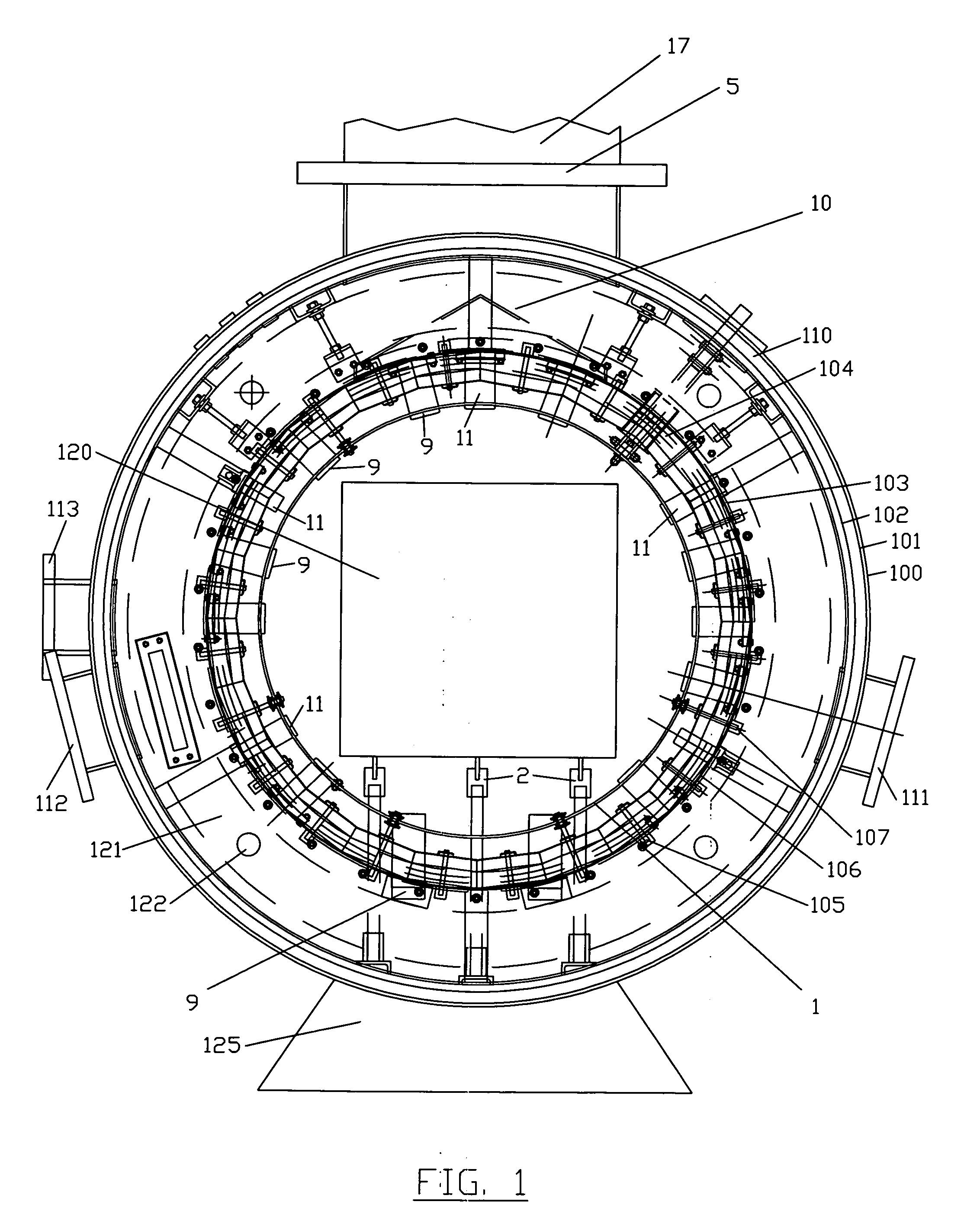
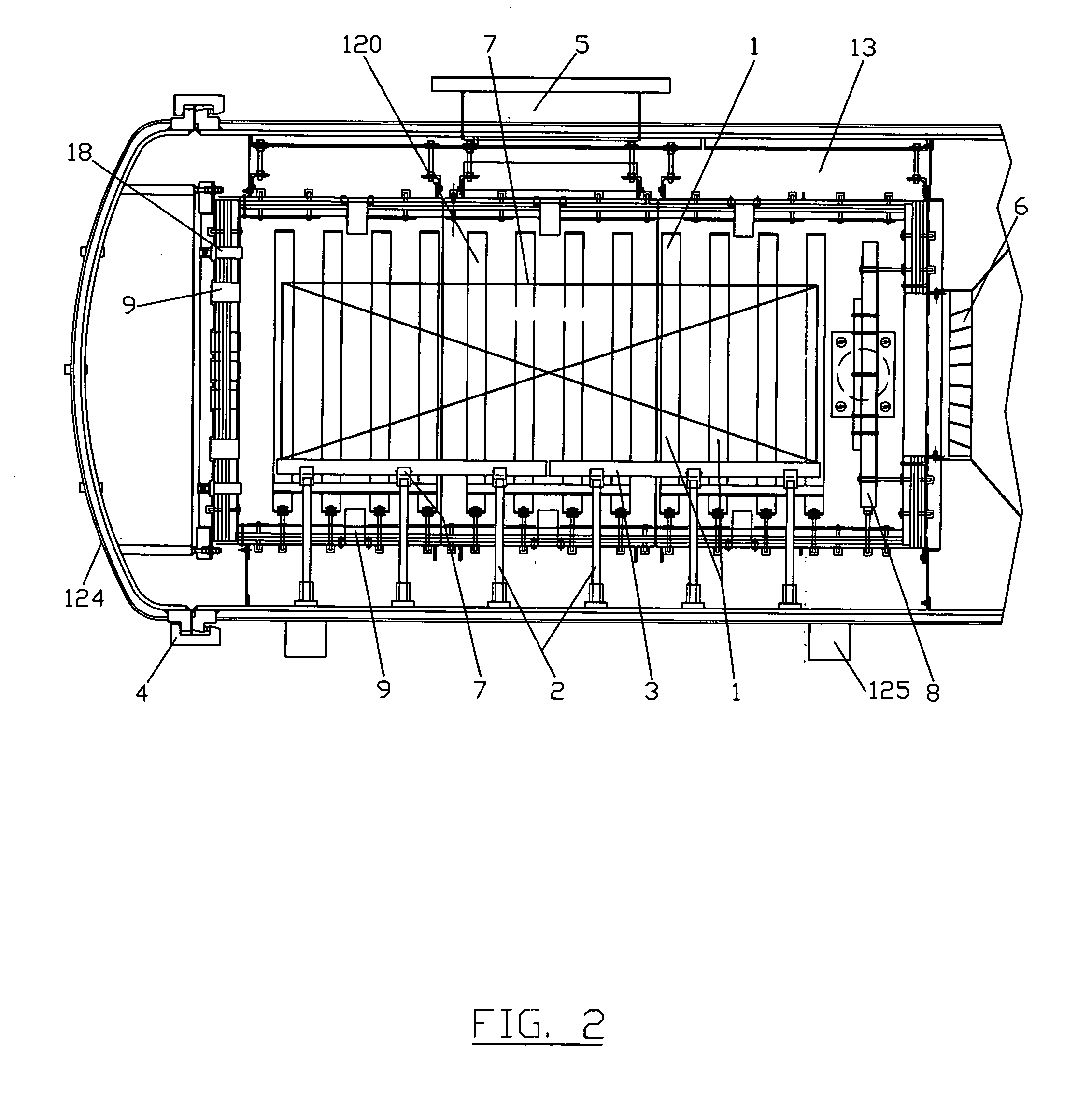
[0013] A front, cross section view (looking toward the door end) of high temperature, vacuum furnace 100, is depicted in perspective in FIG. 1 revealing outer furnace wall 101 and inner wall 102 which form the radial boundaries of furnace water jacket 110 used for cooling the furnace. The outer chamber of furnace 100, thus, is a cylindrical double walled water-cooled vessel, and is manufactured from 304 stainless steel. The water jacket width is approximately 1″ maximum, with large oversized water inlet and exit ports (not shown) located around the chamber to allow for convenient periodic flushing of the water jacket to reduce sediment build-up. Inner wall 102 also forms the outer wall of spacious gas plenum chamber 13 (see FIG. 2), a large annular cavity important to high velocity (very rapid) quenching. Cylindrical shaped resistance elements 1, each desirably graphite heating elements, each forming a complete circle, are supported in place by molybdenum standoff assemblies 107 (de...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Pressure | aaaaa | aaaaa |
| Pressure | aaaaa | aaaaa |
| Electric charge | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More