

Brake disk producing method and brake disk
a technology of brake disk and producing method, which is applied in the direction of braking disc, cycle brake, cycle equipment, etc., can solve the problems of increased processing cost of molding the brake disk, increased processing cost of the brake disk, and significant wear of the brake pad, so as to prevent non-uniform wear, reduce the amount of wear, and improve heat radiation capability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
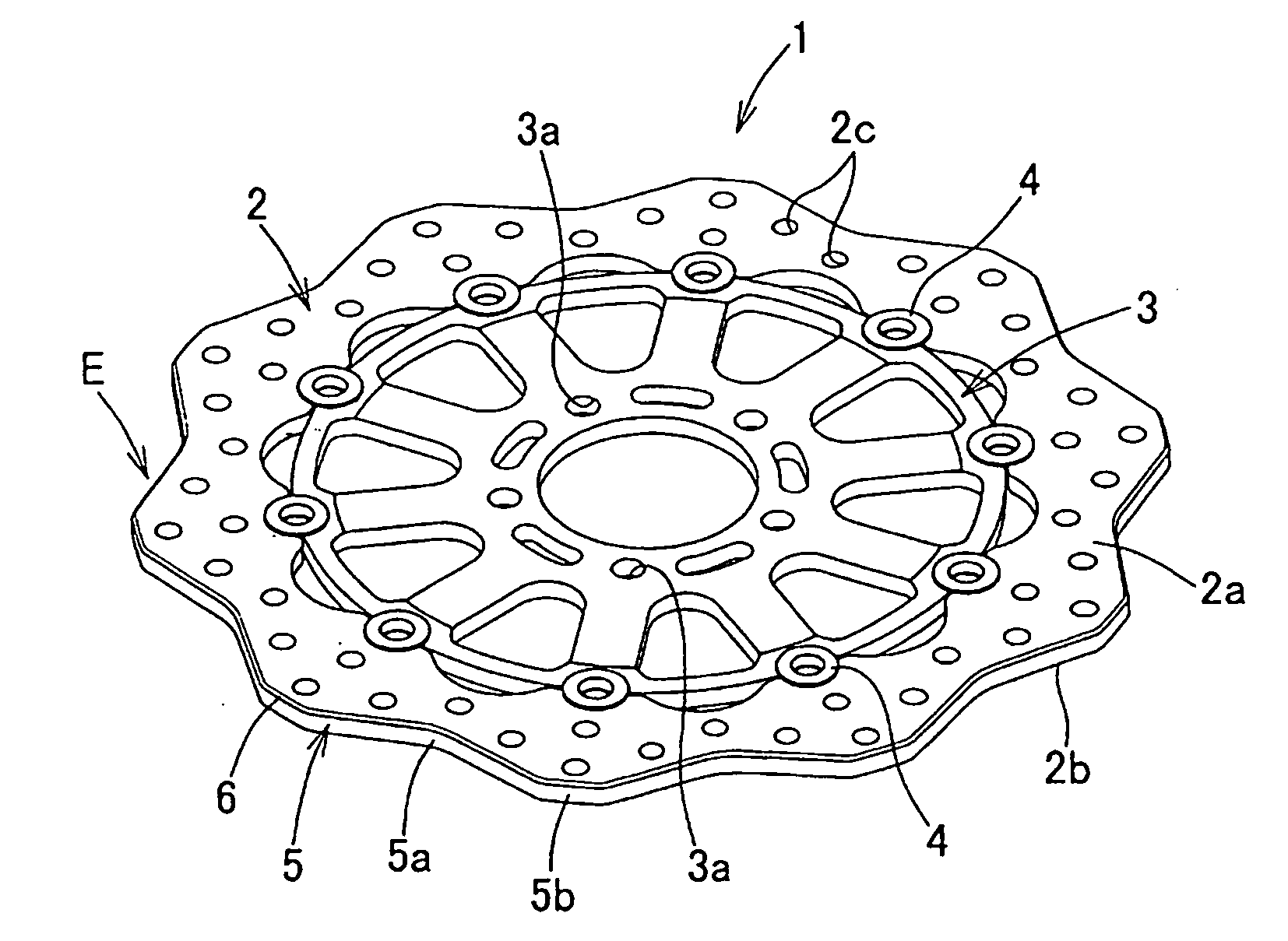
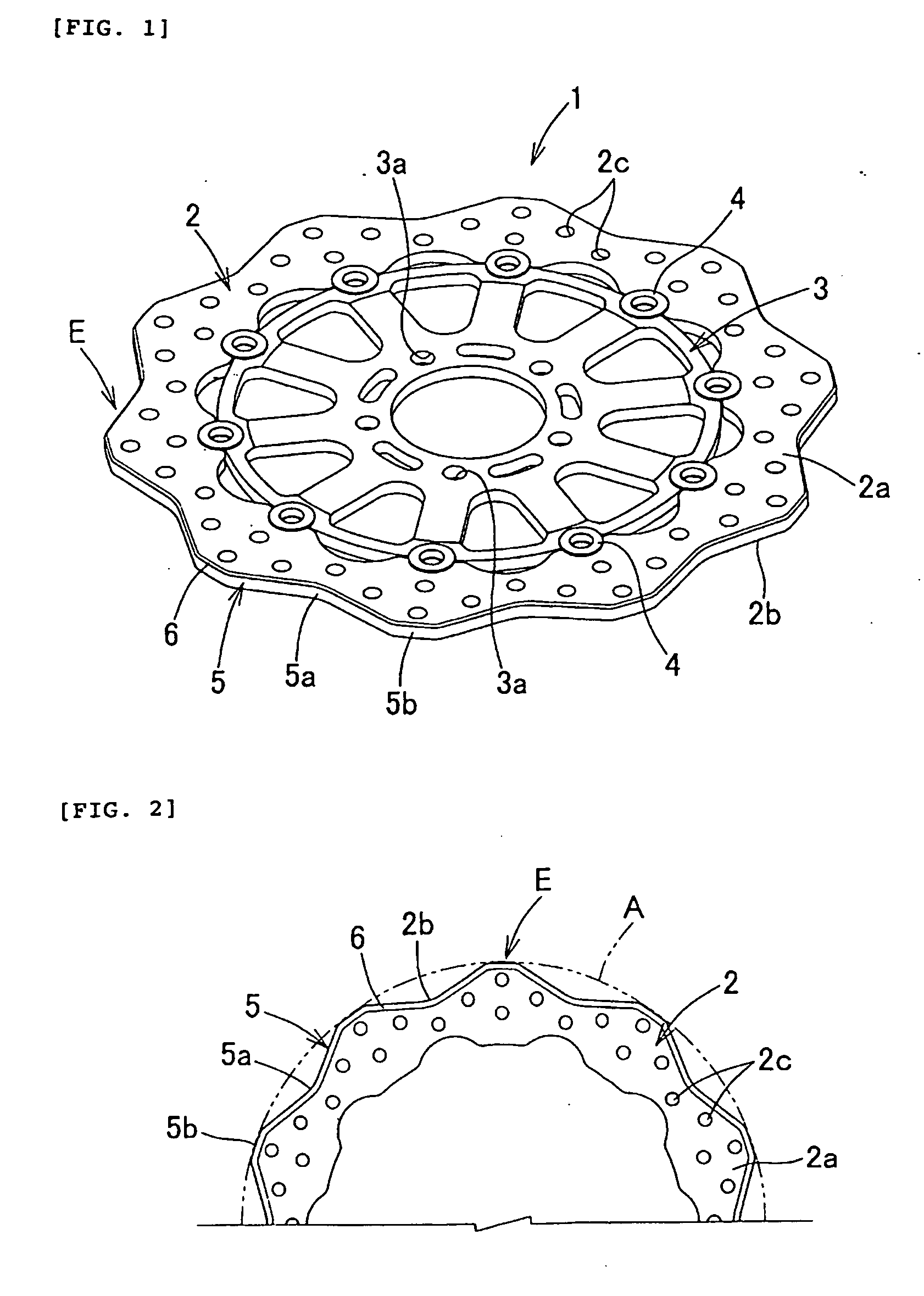
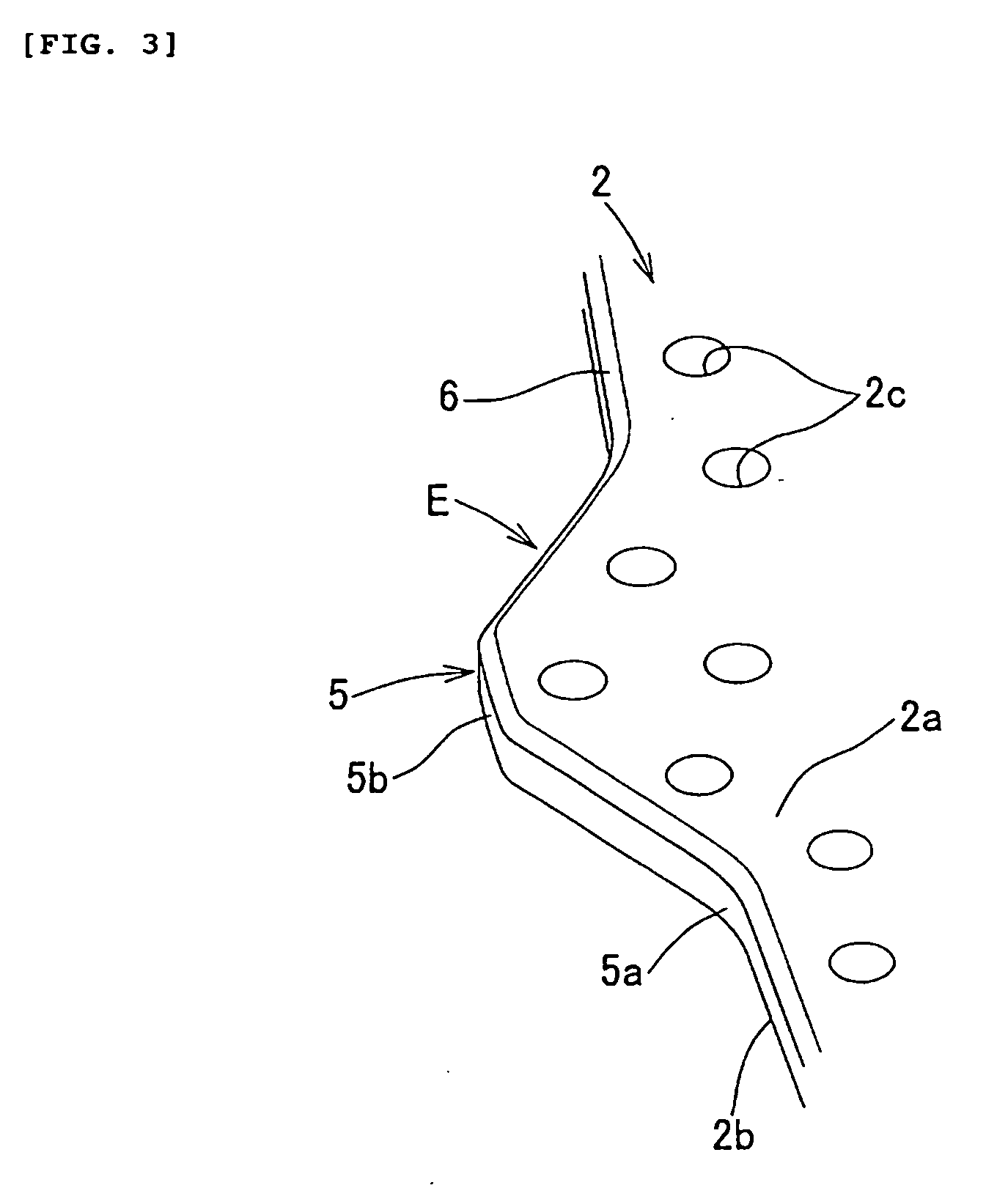
[0037]FIG. 1 is a perspective view showing a configuration example of a brake disk according to an embodiment of the present invention, wherein a floating brake disk is shown. The brake disk 1 comprises an outer rotor plate 2, an inner rotor plate 3 provided with attached holes 3a, 3a, . . . for a wheel which is not shown, and a floating pin 4, 4, . . . connecting the outer rotor plate 2 and the inner rotor plate 3. Only the inner rotor plate 3 is fixed to the wheel by means of the attached holes 3a, 3a, . . . by using bolts, and the outer rotor plate 2 is not fixed to the wheel. In this manner, the inner rotor plate 3 which is a portion attached to the wheel and the outer rotor plate 2 which is a friction portion against which an unshown brake pad is pressed are independent from each other, so that distortion of the outer rotor plate 2 caused by telescopic deformation of the outer plate 2 by the frictional heat can be suppressed. Therefore, this brake disk 1 is characterized in tha...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More