

Method of rapid insert backing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
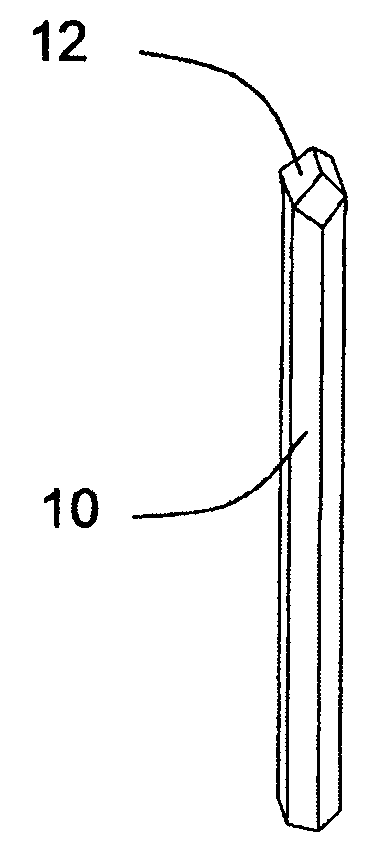
[0025]With respect to FIG. 1, an optical pin 10 has an elongated steel shaft with a precisely machined prism 12 on one end thereof. The prism 12 is specially configured to take on an optical surface configuration which in turn, is imparted onto an electroformed skin.
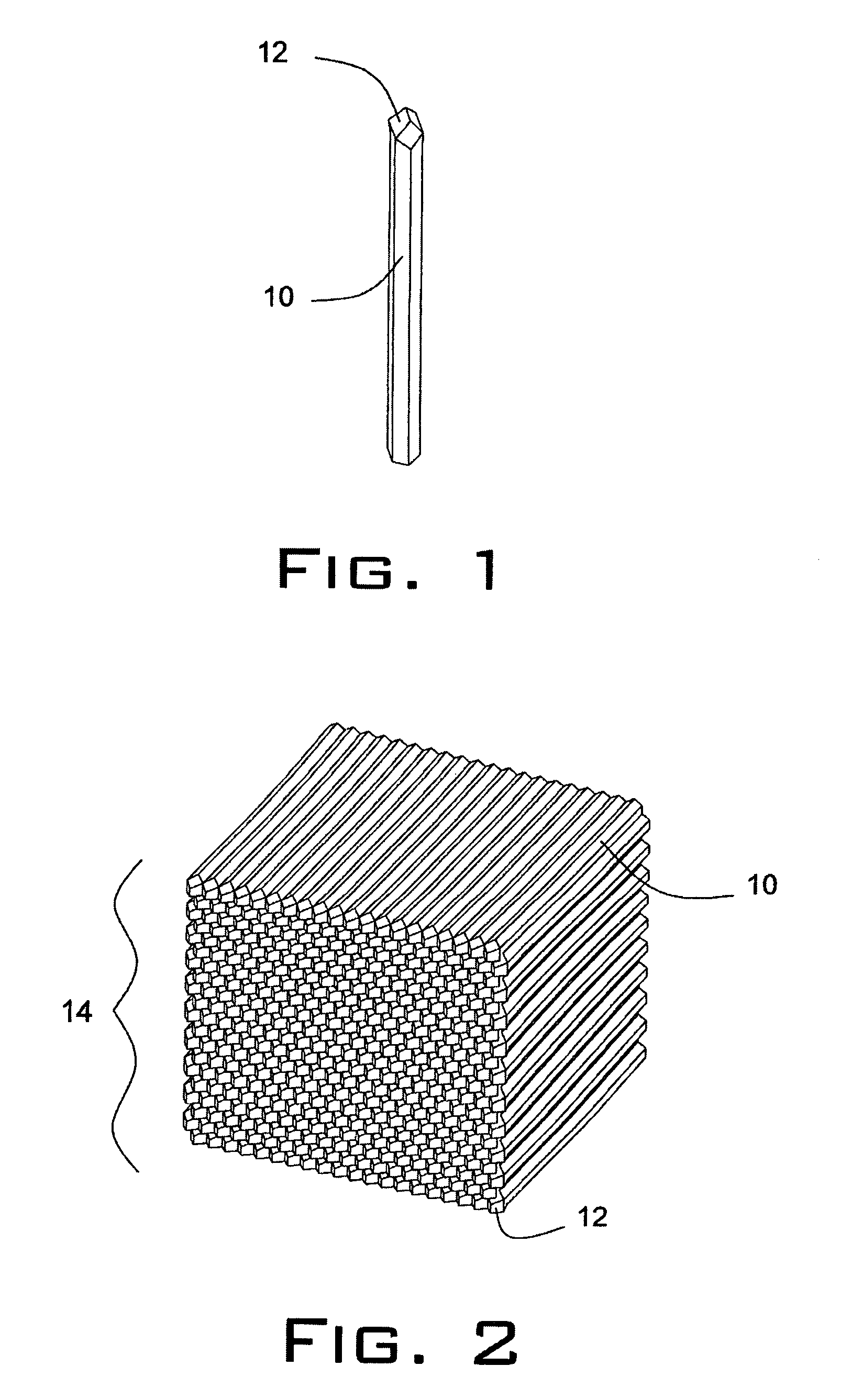
[0026]FIG. 2 illustrates a bundle 14 of optical pins 10 that are arranged together in a predetermined configuration. The configuration illustrated is exemplary in nature and it will be appreciated that the bundles can be arranged in a variety of profiles as desired. The bundle of pins 14 are arranged so as to have the respective prisms adjacent to one another.
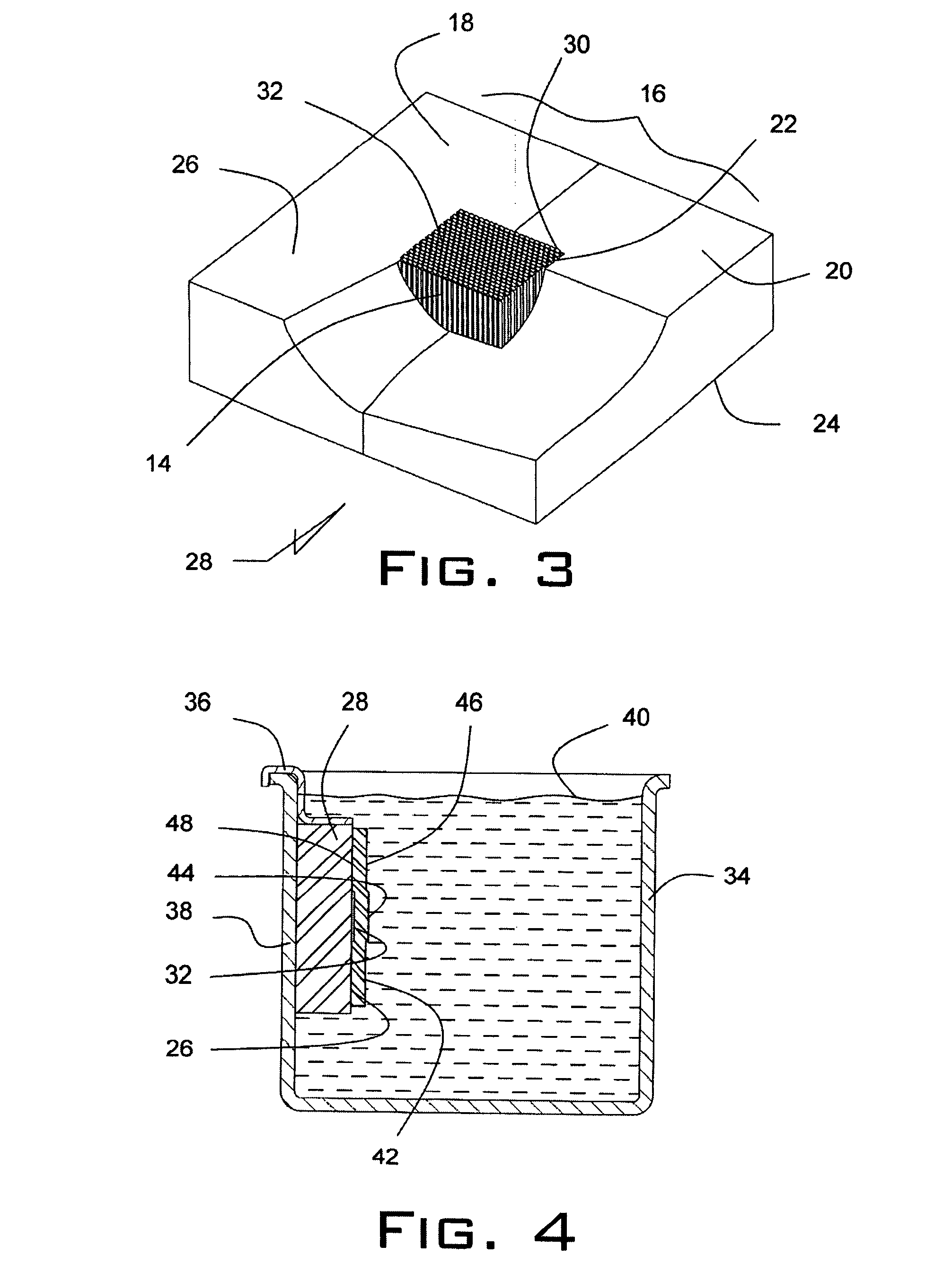
[0027]FIG. 3 illustrates the bundle of pins 14 secured within a two-piece clamp 16. The clamp has a first half 18 and second half 20. The clamp 16 is shown with a cut-away section with the bundle 14 of pins shown positioned within an opening 22 located in the center of the clamp 16. The clamp 16 has a back surface 24 and a front surface 26. The clamp 16 is made pref...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Time | aaaaa | aaaaa |
| Time | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More